Grafitflotation
Aufschwimmen von Grafit, der sich aus Gusseisenschmelzen ausscheidet.
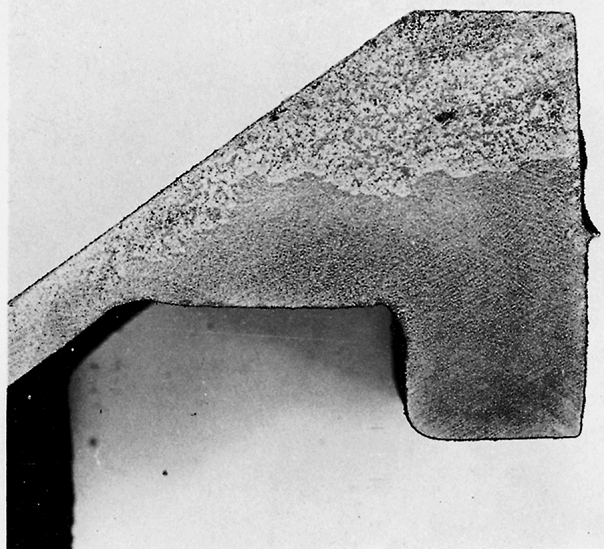
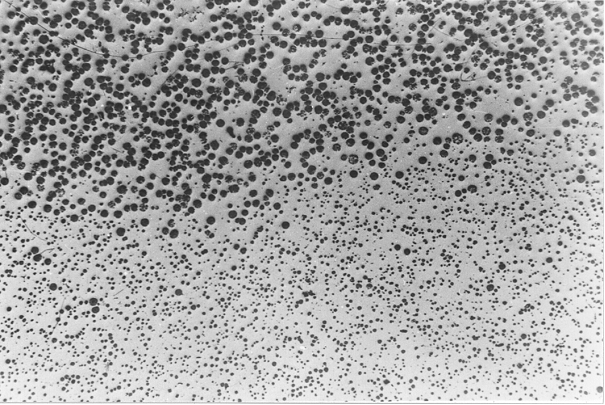
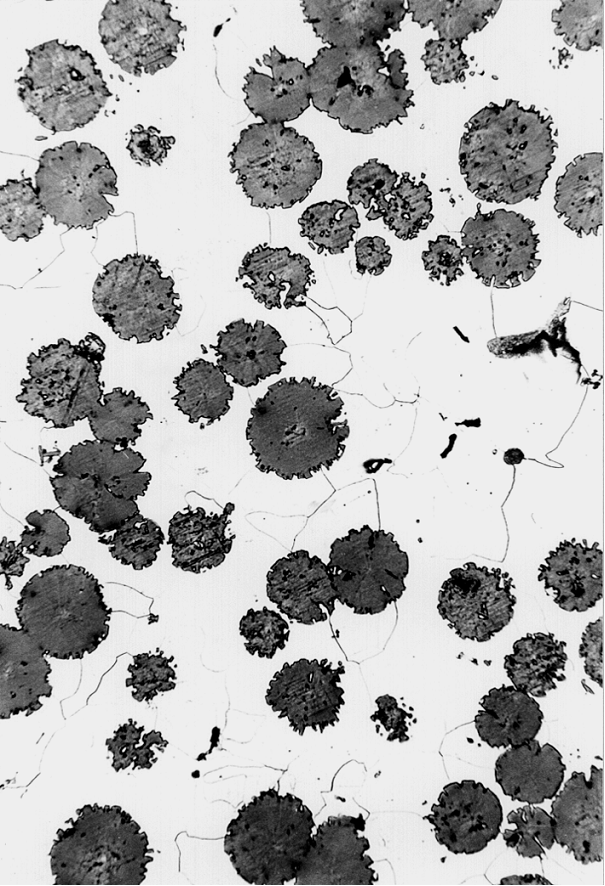
Am metallographischen Schliff ist Flotationsgrafit bereits bei kleiner Vergrößerung sehr gut zu sehen. Am Bruch oder an bearbeiteten Bereichen sind die ausgeschiedenen und aufgeschwommenen Sphärolithen mit freiem Auge als dunkle Flecken zu erkennen (Bilder 1 bis 3).
Der Fehler tritt vorwiegend bei schweren Gussstücken aus Gusseisen mit Kugelgrafit, bevorzugt im oberen Bereich des Teiles oder auch bei mittleren Wanddicken unter Kernen, auf. Dieser Fehler wird vor allem bei übereutektischer Eisenzusammensetzung und Gussstücken mit großem Modul (Volumen/Oberflächen-Verhältnis, siehe Gussstückmodul) beobachtet. Die Grafitflotation ist mit Garschaumgrafit (s. d.) bei Gusseisen mit Lamellengrafit nicht zu verwechseln.
Das Aufschwimmen des Grafits wirkt sich auf die Expansion und Kontraktion des Gusseisen während der eutektischen Erstarrung aus und stört damit auch die Dichtspeisung. Durch die ungleichmäßige Grafitverteilung ergeben sich ungleichmäßige Eigenschaften im Gussstück.
Die Dichtedifferenz zwischen flüssigem Eisen und Grafit beträgt rund 4,8 g/cm3. Das bedeutet, dass die in übereutektischem Eisen üblichen großen Sphärolithen einem merklichen Auftrieb ausgesetzt sind. Dazu kommt, dass übereutektisch ausgeschiedene Primärgrafitkugeln eine große zerfurchte Oberfläche besitzen und somit den Auftrieb unterstützen. Die Flotationsgeschwindigkeit ist von der Kugelgröße abhängig, der Flotationsweg von der Geschwindigkeit und von der zur Flotation verfügbaren Zeit, und diese wiederum ist eine Funktion der Wanddicke. In dickwandigen Gussstücken aus übereutektischen Gusseisen mit Kugelgrafit bilden sich große Sphärolithen, die infolge der langen Erstarrungszeiten auch reichlich Zeit zur Flotation haben. Das bedeutet, dass nicht nur einige, sondern alle primären Grafitsphärolithen bis unter die Gussstückoberfläche oder unter Kerne flotieren können.
Nach S. Hasse sind häufig erfolgreiche Abhilfemaßnahmen:
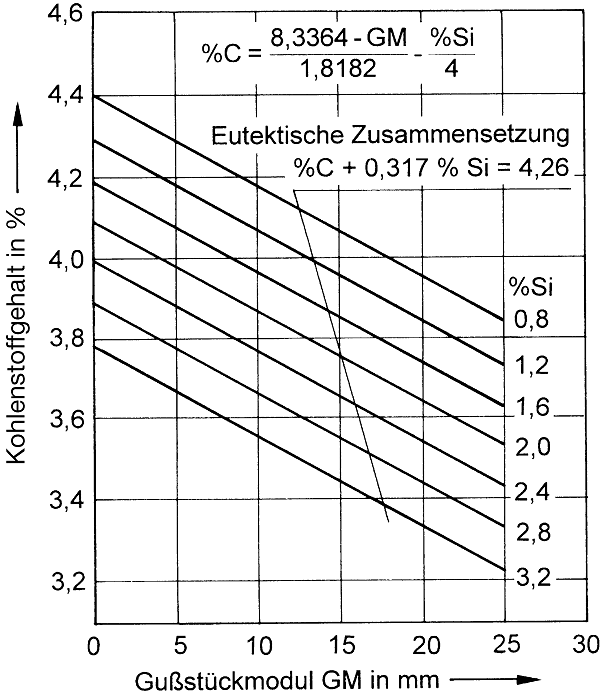
1. Bei Wanddicken > 40 mm das Kohlenstoffäquivalent unter 4,3 % senken (Bild 4)
2. Zur Erzielung einer großen Sphärolithendichte und geringer Kugelgröße ist die Durchführung der Primärimpfung nach der Magnesiumbehandlung und Sekundärimpfung kurz vor oder während des Gießprozesses unbedingt erforderlich.
3. Die Gießtemperatur so niedrig wie möglich einstellen und schon damit für eine möglichst schnelle Erstarrung sorgen.
4. Nach der Magnesiumbehandlung schnell gießen und möglichst rasch abkühlen.