Heißriss
Ein Heißriss (auch Warmriss) ist ein Erstarrungsriss, der zum Ende der Erstarrung unter Wirkung schrumpfungsbedingter Zugspannung (Erstarrungsschrumpfung) auftritt.
Heißrisse entstehen grundsätzlich erst im späten Stadium des Erstarrungsprozesses, wenn nur noch eine geringe Menge an Restschmelze zwischen den erstarrten Gusskörnern (Kristalliten) vorhanden ist und gleichzeitig schrumpfungsbedingte Spannungen auf diese Restschmelzezonen wirken. Solche Spannungen können entstehen, wenn sich Gussstückbereiche gegenseitig an der mit der Erstarrung verbundenen Schwindung des Gussstückes behindern bzw. durch Kerne oder Formteil eine freie Schwindung behindert wird.
Charakteristisch für einen Heißriss ist dabei der oft verzweigte und verästelte Rissverlauf. Kennzeichnend in der Warmrissbruchfläche sind die dendritenförmigen Strukturen in den geöffneten Warmrissflanken bzw. den Bruchflächen. Die Dendritenspitzen sind gut sichtbar, da die Oberfläche typischerweise frei aus der Schmelze kristallisiert.
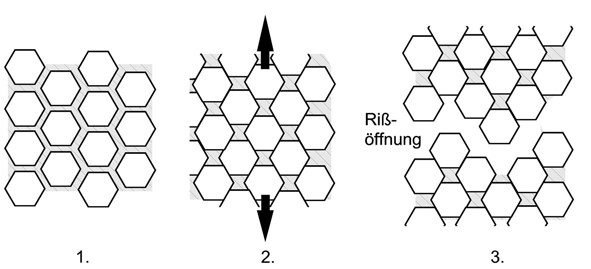
Die Modellvorstellung über diesen Warmrissprozess ist nach J. Campbell in Bild 1 dargestellt und zeigt die Bedeutung der verfügbaren Menge an Restschmelze und ihres Fließvermögens für die Entstehung bzw. Vermeidung von Warmrissen.
Eine günstige Warmrissbeständigkeit zeigen demnach solche Legierungen, die bei relativ geringem Erstarrungsintervall über eine große Menge von Resteutektikum verfügen, das aufgrund des guten Fließvermögens Spalte oder Anrisse im Gefüge ausheilen kann. Legierungen mit breitem Erstarrungsintervall weisen dagegen in der Regel eine höhere Warmrissneigung auf (z.B. Al Cu4Ti oder Al-Mg-Legierungen).
Die Warmrissbildung beginnt immer vor dem Erreichen der Solidustemperatur. Bei ungenügender Nachspeisung der erstarrenden Schmelze (z. B. zu klein dimensionierte Speiser im Sandguss oder Kokillenguss, zu geringe Nachdruckwirkung beim Druckguss) beginnt die Warmrissbildung bei etwas höherer Temperatur im Erstarrungsintervall. Ist dagegen eine ausreichende Nach- und Dichtspeisung gegeben, so treten die Warmrisse erst knapp vor dem Erreichen der Solidustemperatur auf.
Die Entstehung von Warmrissen ist immer auch eine Frage der Bauteilgestaltung (s. Gießgerechte Gestaltung, Gestaltung von Gussteilen). Abgesehen von der chemischen Zusammensetzung und der Erstarrungsmorphologie (Erstarrungstyp) kann ein Warmriss nur dann auftreten, wenn nach Erreichen des kohärenten Zustandes (nach Bildung eines Dendritennetzwerkes am sog. Dendritenkohärenzpunkt) Spannungen entstehen. Insbesondere sind Materialverdickungen mit zeitlich verzögerter Erstarrung bevorzugte Ausgangsbereiche für Warmrisse.
Abhilfe kann deshalb durch Umgestaltung des Gussteils und durch örtliche Kühlung der Gussform geschaffen werden. Niedrigere Schmelztemperaturen und Kornfeinungszusätze sind weitere verfahrensbedingte bzw. metallurgische Gegenmaßnahmen. Beim Druckgießen kann ein früheres Entformen des Gussteiles helfen bzw. kann durch Änderung der Formtemperatur und lokale Kühlung die Initiierung von Warmrissen verhindert oder verringert werden.