Hot-Box-Verfahren
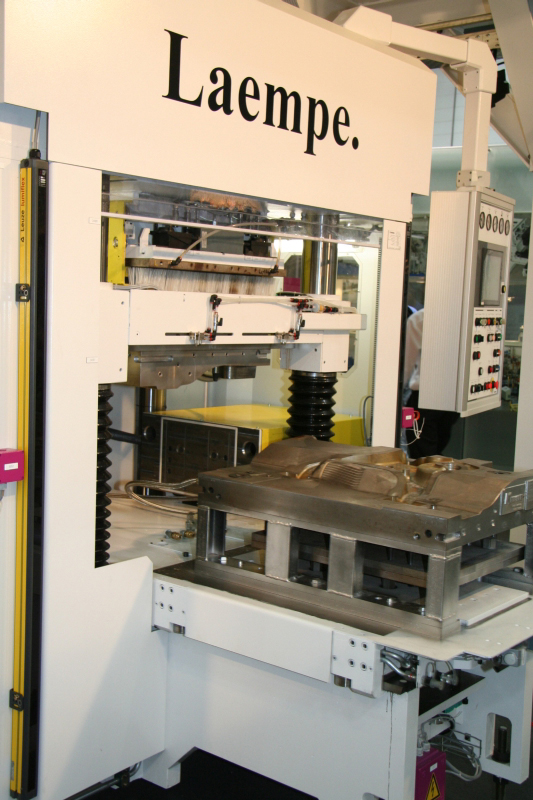
Kernherstellungsverfahren aus feuchten, organisch gebundenen, schütt- und schießfähigen Formstoffen, die in heißen Metallkernkästen auf entsprechenden Kernschießmaschinen verfestigt werden (Bild 1).
Die aufgenommene Speicherwärme führt bei diesem Kernherstellungsprozess zur vollständigen Durchhärtung des Kernes. Nach diesem Verfahren können Kerne mit hohem bis sehr hohem Schwierigkeitsgrad hergestellt werden, da die Fließfähigkeit des Formstoffes und damit seine Abbildungsgenauigkeit sehr hoch ist (Bild 2, Hüttenes-Albertus Chemische Werke GmbH). Es besteht prinzipiell die Einsatzmöglichkeit für alle Gusswerkstoffe, bei Leichtmetall-Legierungen können jedoch Probleme beim Kernzerfall nach dem Abguss auftreten.
Die deutlichsten Verfahrensnachteile sind der hohe Energiebedarf, keine flexible Kernfertigung (Losgröße, Kernvolumen, Kerngestalt), hohe Werkzeugkosten und hohe Formstoffkosten. Außerdem ist die Fertigung von Kernen mit unterschiedlichen Wanddicken problematisch.
Der Fertigungsablauf dieses Verfahren kann wie folgt beschrieben werden:
1. Aufbereitung des Formstoffes (als Formstoffbasis dient trockener Quarzsand, der mit einem warmhärtenden Kunstharzbinder unter Zusatz eines Härters bzw. Katalysators vermischt wird)
2. Transport des Formstoffes zur Kernschießmaschine
3. Schießen des Formstoffes in den vorgeheizten Kernkasten
4. Härten des Formstoffes im Kontakt mit dem heißen Werkzeug
5. Entnahme des Kernes und Nachhärtung des Kernformstoffes, vor allem in der Kernmitte durch die aufgenommene Wärme bis zum Erreichen der Endfestigkeit
Die Auswahl des Bindemittels ist in erster Linie vom Gusswerkstoff abhängig und muss daher die thermische Stabilität und die anschließenden Zerfallseigenschaften berücksichtigen.
An die Quarzsandqualität werden beim Hot-Box-Verfahren sehr hohe Anforderungen gestellt. Vor allem der Anteil an Alkalien und der Schlämmstoffgehalt müssen möglichst gering sein.
Binderart und Bindergehalt bestimmen neben den Härtungsbedingungen die erreichbaren Formstoffeigenschaften.
Die Gasabführung aus Hot-Box-Kernen ist besonders bei organisch gebundenen Formstoffen von Bedeutung, da die Bindemittel unter Gießbedingungen weitgehend zersetzt werden. Bei der Pyrolyse (Abbau des Bindemittels durch Wärme) entstehen aus den Binderbestandteilen Spaltprodukte wie Wasserstoff, Kohlenmonoxid, Methan, Kohlendioxid, Stickstoff und höhere Kohlenwasserstoffe. Die so entstehenden Kerngase müssen durch besonders wirkungsvolle Maßnahmen abgeleitet werden. Idealerweise werden sie über die Kernmarken abgeleitet.
Die Dynamik der Gasentwicklung nimmt entscheidenden Einfluss auf die Fehlerneigung. Hot-Box-Binder auf Phenolharzbasis haben dabei ein günstiges Gasentwicklungsverhalten. Auch ist durch die relativ niedrigen Binderanteile bei diesem Verfahren eine gute Gasdurchlässigkeit gegeben, was ebenfalls die Fehlerneigung verringert.
Die Härtung von Hot-box-Kernen erfolgt in metallischen Kernkästen. Die Heizeinrichtungen sind in die Kernkästen eingebaut. Die Direktbeheizung kann durch elektrische Heizplatten bzw. Gasheizplatten realisiert werden. Im Allgemeinen wird für kleinere Kerne bevorzugt die elektrische Kernkastenbeheizung verwendet. Wichtig ist, dass der Kernkasten allseitig geschlossen ist, um dem Kern die Wärme gleichmäßig zuzuführen. Gehört zur Kernkasteneinrichtung ein Aussparungsteil (Dorn) oder ein größeres unteres Kernkastenteil, werden diese gesondert durch eingebaute Heizpatronen beheizt.
Die Kernkasteneinrichtungen für größere Kerne werden meist direkt mit Heizwiderständen ausgerüstet. Dies geschieht durch den Einbau von Heizpatronen oder biegsamen Rohrheizkörpern. Bei sehr großen Kernen bzw. Kernkästen hat sich die Gasbeheizung durchgesetzt, da sie kostengünstigere Einrichtungen und eine einfachere Wartung und Instandhaltung ermöglicht. Hier erfolgt die Beheizung ausschließlich durch Heizplatten, die beim Härten ihre Wärme auf die Kernkastenteile übertragen.
Die Sicherung einer gleichmäßigen Temperatur in allen Bereichen des Kernkastens ist zwingend notwendig, um eine rasche und vor allem gleichmäßige Durchhärtung zu erreichen. Diese Forderung ist besonders bei großen und geometrisch kompliziert gestalteten Kernkästen problematisch.