Magnesiumbehandlung
Allgemeine Bezeichnung für das Einbringen von Magnesium in Gusseisenschmelzen zur Herstellung von Gusseisen mit Kugelgrafit.
Da die Bildung des Kugelgrafits nur in nahezu schwefelfreien Schmelzen möglich ist, muss der Magnesiumzusatz ist umso höher sein, je höher der Schwefelgehalt im Basiseisen ist. Dafür gilt die folgende Beziehung (Glg. 1):
Glg. 1:
S = Schwefelgehalt im Eisen vor der Behandlung
Mg = angestrebter Magnesiumgehalt im Eisen
Um hohe Nodularität zu erreichen rechnet im Allgemeinen mit einem Magnesiumgehalt von 0,04 bis 0,06 % im gießfertigen Eisen sowie mit einer Magnesiumausbeute von 25 bis 60 %. Legt man eine mittlere Ausbeute von 40 % zugrunde, gilt näherungsweise nach Glg. 2:
Glg. 2:
Zur Herstellung einer Ausgangs-(Basis-)schmelze für die GJS-Erzeugung sind im Prinzip alle Schmelzaggregate für die Gusseisenerzeugung geeignet. In Abhängigkeit vom Schmelzaggregat wird jedoch eine unterschiedliche Schmelzequalität geliefert. Je nach Produktionsprogramm und den betrieblichen Gegebenheiten wird das Basiseisen für die Herstellung von Gusseisen mit Kugelgrafit überwiegend nach folgenden Verfahren erschmolzen:
- Schmelzen im Induktionstiegelofen (Simplex-Verfahren)
- Schmelzen im Kupolofen oder Lichtbogenofen, eventuell auch im Drehtrommelofen
- Umsetzen in einen Induktionsofen (Tiegel- oder Rinnenofen) zur Analysen- und Temperaturkorrektur (Duplex-Verfahren)
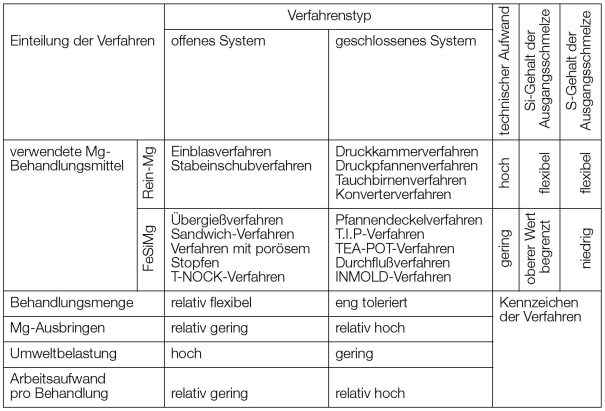
Die richtige Auswahl des Magnesium-Behandlungsverfahrens (Bild 1) für den konkreten Anwendungsfall ist entscheidend für das Qualitätsniveau, die Wirtschaftlichkeit und den Produktionsablauf der GJS-Herstellung. In der Regel werden drei Verfahrensschritte erforderlich, die zum einen die kugelige Ausbildung des Grafits und zum anderen das angestrebte Grundgefüge bewirken:
- Entschwefeln
- Magnesiumbehandlung
- Impfen
Beim Reinmagnesiumverfahren (Konverterverfahren) kann die Entschwefelung und Magnesiumbehandlung teilweise in einem Schritt erfolgen.
Große Bedeutung für eine erfolgreiche Magnesiumbehandlung hat der Ausgangsschwefelgehalt im Basiseisen. Dieser muss in Hinblick auf eine technisch und wirtschaftlich optimale Magnesiumbehandlung < 0,02% sein, wenn die Magnesiumzugabe mit Vorlegierung erfolgt. Wird dagegen mit Reinmagnesium behandelt, dann darf der Schwefelgehalt auch höher liegen, muss aber genau bekannt sein. Je größer er jedoch im Basiseisen ist, desto eher können Reaktionsprodukte, z.B. Mangansulfid, als Einschlüsse im Gussstück verbleiben, eine Entschwefelung ist deshalb auch hier teilweise notwendig.
Muss das Basiseisen entschwefelt werden wird als Entschwefelungsmittel vorwiegend Kalziumkarbid verwendet. Das Entschwefeln selbst wird außerhalb der Schmelzöfen durchgeführt. Es kommen Schüttelpfannen und Balkenrührgeräte zum Einsatz, auch durch Einblasen in die Schmelze (Injektorverfahren) oder durch Einstreuen in die Behandlungspfanne beim Abstich der Schmelze kann wirkungsvoll entschwefelt werden.
Wegen seiner geringen Dichte und seines niedrigen Siedepunktes ist das Einbringen von Magnesium in die Schmelze nicht ohne weiteres möglich. Das Problem des sicheren Einbringens wird daher durch ein Legieren des Magnesiums mit anderen Metallen (Nickel, Silizium, Kupfer) gelöst.
Durch diese Überführung des Magnesiums in metallische Verbindungen wird der Dampfdruck beträchtlich erniedrigt, ein gefahrloses Arbeiten ist gewährleistet. Diese so genannten Magnesiumvorlegierungen werden vorwiegend nach dem Übergießverfahren oder Sandwich-Verfahren in die Schmelze eingebracht. Vorlegierungen mit höheren Magnesiumgehalten (ca. 35 %) werden mit Hilfe von Tauchglocke in die bereits gefüllte Pfanne eingebracht. Heute wird vermehrt auch das Fülldrahtinjektionsverfahren unter Verwendung von Magnesiumbehandlungsdraht angewandt.
Reinmagnesium muss unter Zwang in geschlossenen Behandlungsgefäßen in die Schmelze eingebracht werden. Hier haben sich vor allem das Georg-Fischer-Konverterverfahren und der Einsatz einer Tauchbirne in der Praxis durchgesetzt.
Das Inmold-Verfahren stellt insofern eine Besonderheit dar, als hierbei die Vorlegierung mit niedrigem Magnesiumgehalt in einer Reaktionskammer direkt in der Gießform angeordnet ist und das einlaufende, besonders schwefelarme Eisen mit der Vorlegierung zur Reaktion kommt. Kammergröße, Gießgeschwindigkeit und Auflösungsverhalten der Vorlegierung müssen sorgfältig aufeinander abgestimmt sein.
Nach der Magnesiumbehandlung muss zur Keimbildung ein so genanntes Impfen der magnesiumbehandelten Schmelze vorgenommen werden (eine Ausnahme bildet das Inmold-Verfahren, hierbei wird während der Behandlung geimpft).
Die Einstellung eines günstigen Keimzustandes bewirkt neben der gezielten Grafitausscheidung (Anzahl, Größe der Sphärolithen) auch die Einstellung des gewünschten Grundgefüges und damit der gewünschten Eigenschaften. Die in der Praxis angewandten wirkungsvollsten Spätimpfverfahren sind die Gießstrahl- und die Formimpfung. Dabei wird das Impfmittel genau dosiert beim Abguss in den Gießstrahl geblasen oder - ähnlich wie beim Inmold-Verfahren – in die Form eingelegt und durch das flüssige Eisen aufgelöst.
In jedem Fall leistet die Impfung einen Beitrag zur Grauerstarrung, bewirkt höhere Kugelzahlen mit feinerer Ausbildung und fördert letztlich die Ferritbildung. Als das führt zu hoher Duktilität dieses Werkstoffes.
Weiterführende Stichworte:
Abklingeffekt
Impfmitteleinschlüsse
Magnesiumabklingen
Magnesiumausbringen