Spritzkugel
Bei Spritzkugeln (engl. „cold drops“) handelt es sich um kugel-, tropfen- oder perlenförmigen Einschlüssen, die nur lose mit dem Metall verbunden sind.
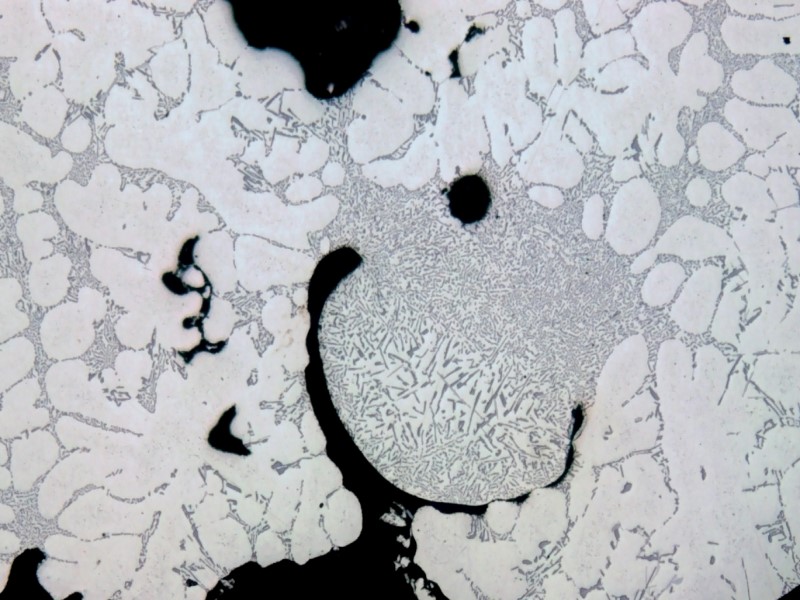
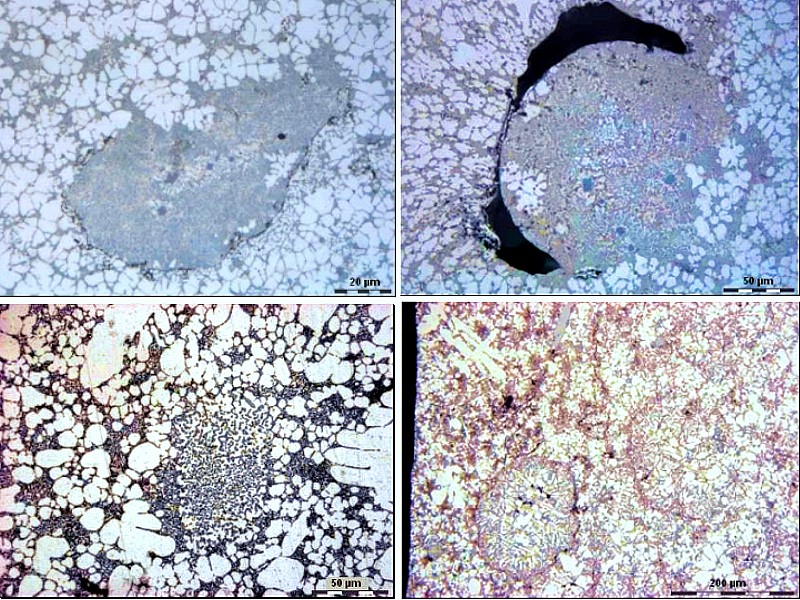
Spritzkugeln können bei jedem Gießverfahren durch Turbulenzen beim Gießen oder durch Spritzwirkung in der Gießform entstehen. Dabei erstarren einige Metallteilchen vorzeitig in Tropfen- oder Kugelform. Diese Spritztropfen bilden vielfach eine Oxidhaut, die verhindert, dass die Spritzkugeln von der nachfließenden Schmelze wieder aufgenommen werden (Bild 1).
Bei Gusseisen mit Lamellengrafit, Cu-Sn- und Al-Cu-Legierungen besteht eine Verwechslungsmöglichkeit mit Schwitzperlen (auch Phosphidperlen), deren Ursache aber mit Seigerungserscheinungen (siehe Seigerung) verbunden ist.
Spritzkugeln haben die gleiche chemische Zusammensetzung wie das Gussstück, zeigen aber meistens eine unterschiedliche und feinere Gefügeausbildung (Beispiel für GJL siehe unter dem Stichwort Spritzperle).
Abhilfemaßnahmen im Sand- und Kokillenguss:
Anschnittsystem und Eingusssystem möglichst so gestalten, dass eine weniger turbulente Strömung entsteht. Bei komplizierten Anschnittsystemen empfiehlt sich der Einsatz einer Formfüllungssimulation
Nach dem Angießen soll der Einguss voll gehalten werden
Entstehung von Spritzkugeln im Druckgießverfahren:
Bei zu hohen Anschnittgeschwindigkeiten bzw. zu heftiger Sprühwirkung und dem Auffächern des Gießstrahles nach dem Anguss bzw. auch beim Auftreffen des Gießstrahles auf Kerne (das sogenannte „shotting“) können sich kleine Tröpfchen oder Spritzkugeln („cold drops“) bilden, die meist von einer Oxidhaut umgeben sind. Diese Metalltröpfchen erstarren wesentlich schneller als die sie umgebende Hauptmasse des flüssigen Metalles.
Während der Erstarrung der umgebenden Schmelze werden die eingeschlossenen und vorerstarrten Spritzkugeln wärmebehandelt, aber nicht mehr auf- bzw. umgeschmolzen und kühlen erneut langsam ab. Aufgrund der raschen Erstarrung weisen die Spritzkugeln eine feindendritische Struktur auf. In Verbindung mit der „Quasi“-Wärmebehandlung ergibt sich somit eine wesentlich höhere Härte als jene der Grundmatrix, wodurch die Bearbeitbarkeit der Druckgussteile erschwert wird.
Abhilfemaßnahmen beim Druckgießen:
Reduktion der Anschnittgeschwindigkeit (geringere Kolbengeschwindigkeit, größere Anschnitte, langsamere Formfüllung)
Anschnitte möglichst so legen, dass der Gießstrahl nicht direkt auf exponierte Stellen in der Kavität trifft
Umschaltpunkt von der 1. In die 2. Phase möglichst exakt setzen
Klärung und Interpretation der Füllung mittels numerischer Formfüllungssimulation
Weiterführende Stichworte:
Gussfehler
Literatur:
IPIS-Gussfehleratlas, www.pigiron.org.uk/Gussfehleratlas/deutsch/index2.html