Thermische Analyse
Verfahren zur Bestimmung von Phasenumwandlungen aus spezifischen Haltepunkten in Abkühl- oder Aufheizkurven von Legierungen oder Reinststoffen.
Entsprechend der DIN 510051 werden unter dem Oberbegriff thermische Analyse Messverfahren zusammengefasst, welche die Änderung einer ausgewählten Eigenschaft der Probe bei einer aufgezwungenen Änderung der Temperatur der Probe analysieren. Dabei werden in Abhängigkeit von der zu untersuchenden Probeneigenschaft unterschiedliche Verfahrensbezeichnungen festgelegt. Die Messung der Temperatur erfolgt auf Basis verschiedener berührender und berührungsloser Verfahren.
In der Gießereitechnik kommt die thermische Analyse in der Regel zum Einsatz, um die Einordnung einer metallischen Schmelze in das zugehörige Phasendiagramm über eine prozessbegleitend aufgenommene Abkühlkurve zu realisieren (siehe Bild 1, Technical Service Kuehn GmbH). Auf dieser Grundlage bietet das Verfahren die Möglichkeit die Zusammensetzung zu bestimmen, Aussagen zur Erstarrungs- und Umwandlungsmorphologie zu treffen und entsprechende Erwartungswerte für die mechanischen Eigenschaften der Gusstücke abzuleiten. Meist werden zu diesem Zweck Einwegtemperatursensoren auf Basis von Thermoelementen eingesetzt wobei verschiedenste Temperatursensortypen (Tiegel) existieren, welche sich vor allem in der Erstarrungsdauer unterscheiden (siehe Bild 2, apromace data systems GmbH, Technical Service Kuehn GmbH).
Anhand der gemessenen Temperaturen und der gewonnenen Abkühlkurve können entscheidende Aussagen zu den Ereignissen während der Erstarrung getroffen werden.
Eine Zusammenstellung wichtiger Ereignisse der Abkühlkurve zeigt in Anlehnung an das VDG Merkblatt P 350 Tabelle 1:
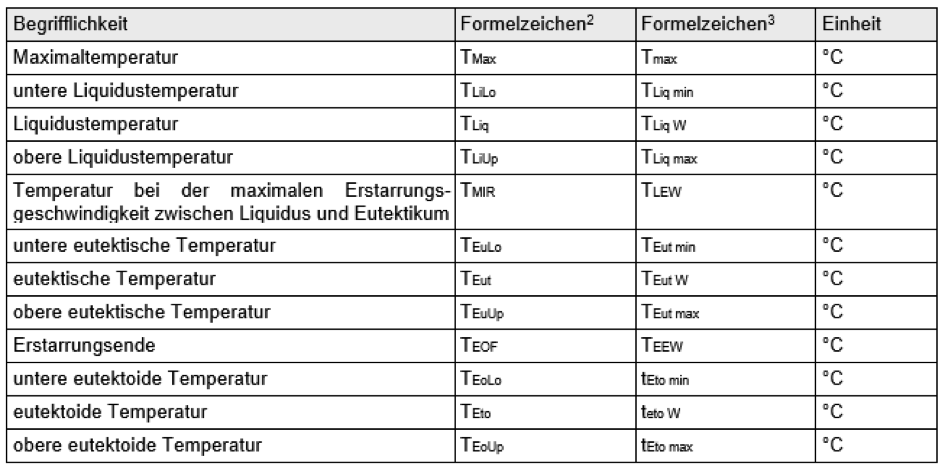
Tabelle 1: Begriffe und Formelzeichen für die Darstellung der Ergebnisse der Analyse der Ereignisse der Abkühlkurven von Metallschmelzen.
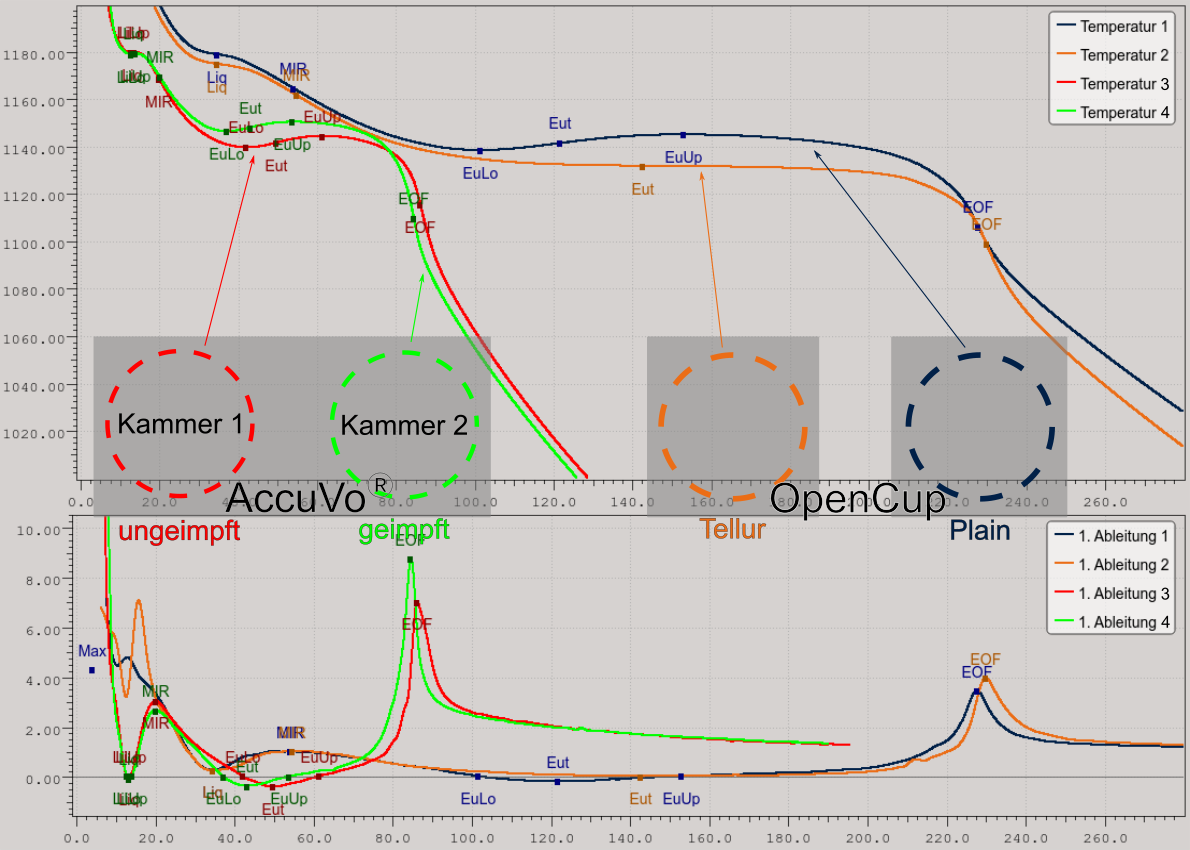
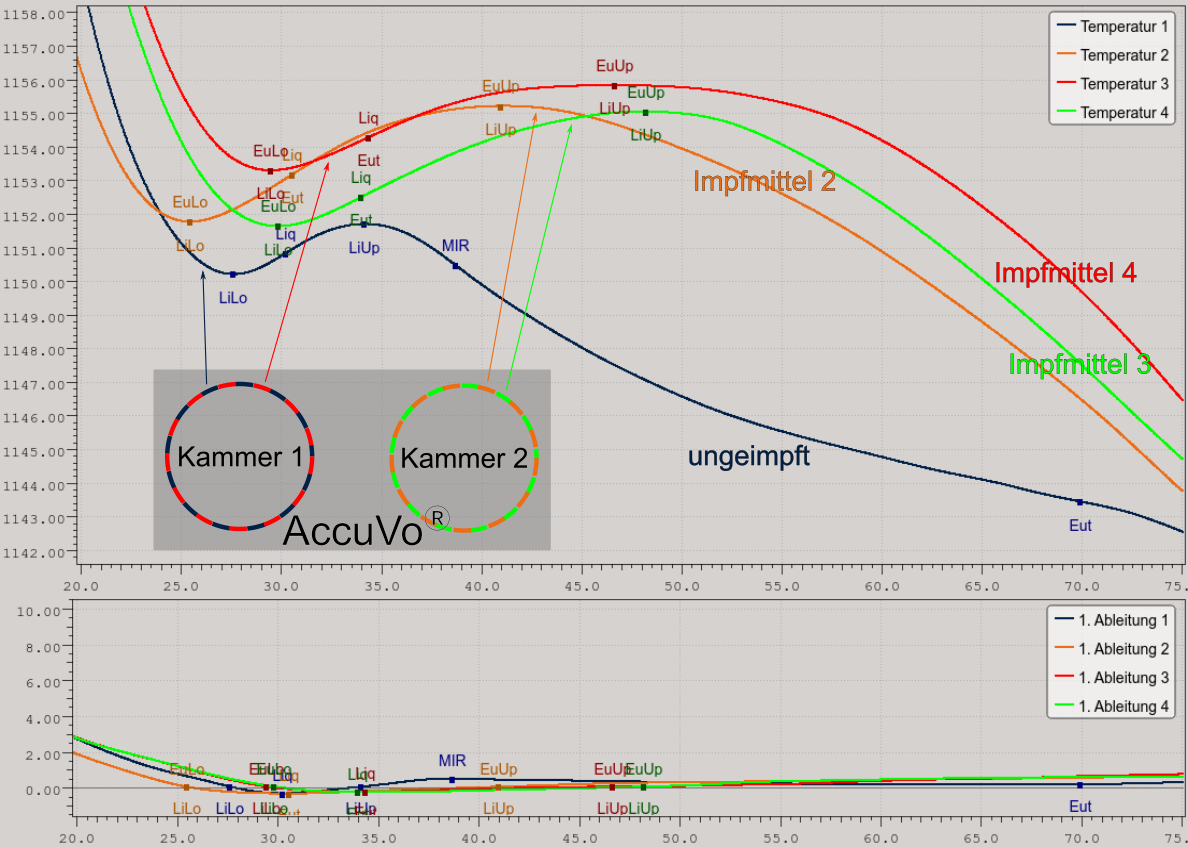
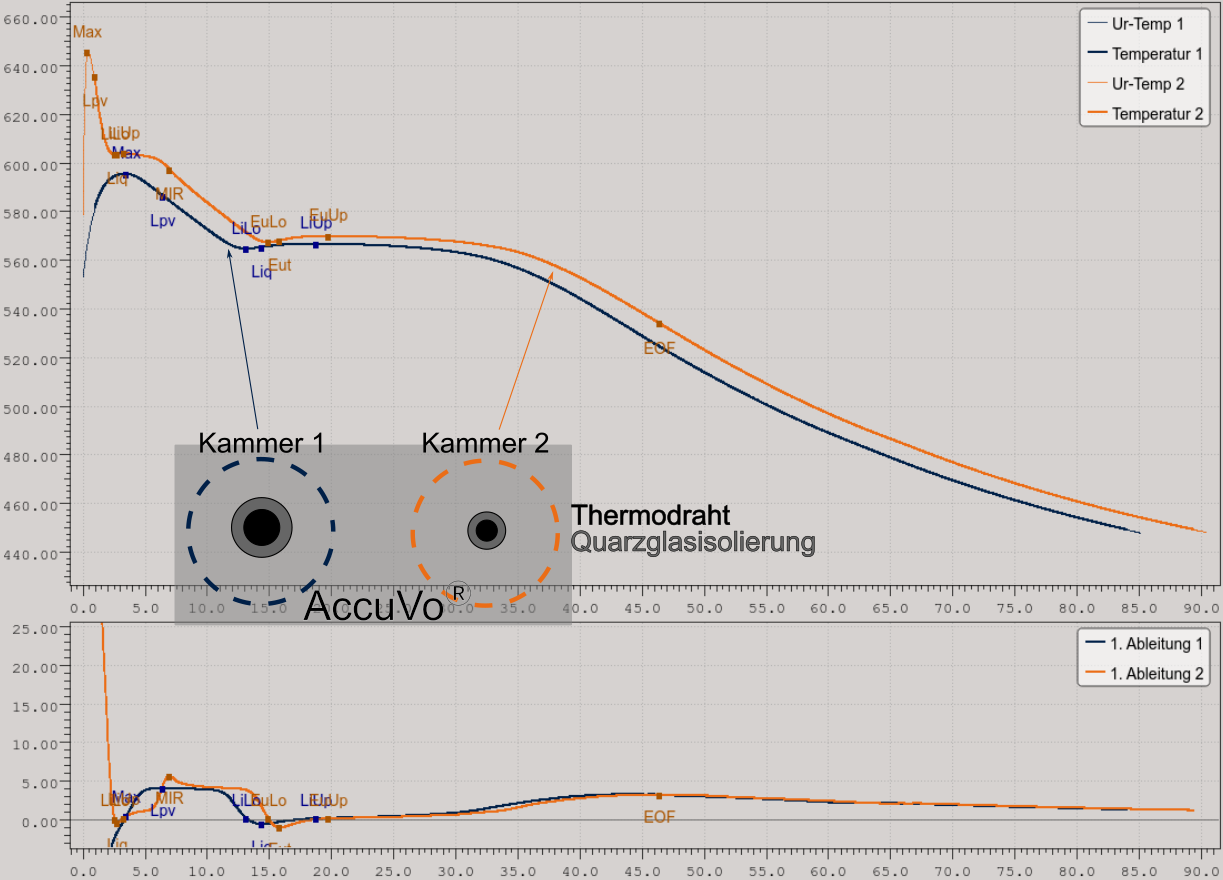
Aus den gewonnenen Ergebnissen (Temperaturen) bietet das Verfahren der thermischen Analyse die Möglichkeit, Rückschlüsse auf den metallurgischen Zustand einer Schmelze (z.B. Impfung, Sättigungsgrad, Kornfeinung, Veredelung) zu ziehen und somit prozessbegleitend Hinweise zur Regelung bzw. Korrektur der Schmelze entsprechend der Qualitätsvorgaben zu geben. Für die Verwertung der Informationen aus den exothermen/endothermen Reaktionen während der Abkühlung/Erstarrung von Metallschmelzen beispielsweise hinsichtlich Impfmittellöslichkeiten und -wirkung (siehe Bild 3, apromace data systems GmbH, Technical Service Kuehn GmbH), Lunkerbildung bzw. der belastbaren Bestimmung von Liquidustemperatur für sehr dynamisch erstarrende Materialsystemen ist eine präzise und schnelle Temperaturmessung unerlässlich (siehe Bild 4, apromace data systems GmbH, Technical Service Kuehn GmbH).
Die Qualität der Ergebnisse der thermischen Analyse wird bestimmt durch die komplette Messkette, welche sich (beispielsweise) aus
- Thermoelement (im Tiegel) (Temperatursensor),
- Thermodraht,
- Ausgleichsleitung und
- Analog/Digital-Wandler
zusammen setzt (siehe Bild 5, apromace data systems GmbH, Technical Service Kuehn GmbH).
Am Beispiel der mittleren eutektischen Temperatur von 1150 °C sind in Tabelle 2 die einzelnen Messfehler entsprechend der gültigen Industrienormen sowie für ein Messsystem mit optimierter Präzision dargestellt.
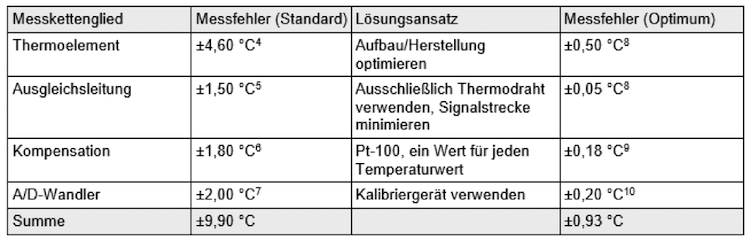
Tabelle 2: Die Summe der erwartbaren Einzelfehler gerechnet für eine Temperatur von 1150 °C11.
Für die Bestimmung des Sättigungsgrads aus der Liquidustemperatur nach Czikel & Hummer12 ergibt sich für die optimierte Messkette mit einem Temperaturmessfehler von ±0,93 °C bei 1150 °C ein Fehler bei der Bestimmung des Sättigungsgrads von ±0,21% (statt ±2,22% für ±9,90 °C).
Eine weitere Einflussgröße bezüglich der Aussagekraft einer thermischen Analyse in Gießereien ist die Frequenz des Analog/Digital-Wandlers in Verbindung mit der nachgelagerten Signalverarbeitung der Rohdaten durch die TA-Software (Glättung, Ableitung, etc.). So können bei schlechter Temperaturdatenqualität und geringer Umwandlungsrate die Ergebnisse der automatisierten Auswertung der Abkühlkurve deutlich von den Erwartungswerten entsprechend der Rohdatenverläufe abweichen!
Der Verlauf der Abkühlkurven ist abhängig von der Legierung, endo- und exotherme Vorgänge während der Abkühlung und der Abkühlrate. Die Abkühlrate ist wiederum abhängig von der Wärmekapazität, Wärmeleitfähigkeit und Temperatur des Tiegels sowie dem Wärmeübergang zwischen Schmelze und Tiegel. Damit Abkühlkurven miteinander verglichen werden können ist es wichtig, die Parameter möglich konstant zu halten. Hier bietet sich die Nutzung des Doppelkammertiegels AccuVo® an. Hierbei ergibt die parallele Analyse von behandelter und unbehandelter Schmelze ein präzises Werkzeug auf Basis einer bekannten Konzentration des Behandlungsmittels mit einer internen Referenz zu bewerten und online Rückschlüsse für die Steuerung des Schmelzbetriebs zu erhalten. Weiterhin ist eine präzise Messung der Abkühlungskurve, um möglichst kleinste Unterkühlungen bei maximalen Abkühlgeschwindigkeiten zu erkennen, notwendig. Das gemeinsame Produkt für die thermische Analyse apromaceTA der beiden Unternehmen apromace data systems GmbH und Technical Service Kuehn GmbH bietet mit einer maximierten Rate an analog/digital-Wandlungen bei optimierter Präzision der Thermoelemente und reproduzierbarem Erstarrungsvolumen (Doppelkammertiegel AccuVo®) sowie effektiver Datenverarbeitungsalgorithmen diese Möglichkeiten an.
Weitere Videos auf Foundry-Skills
Literaturhinweise:
[1] DIN 51005
[2] apromaceTA
[3] VDG Merkblatt (BDG-Richtlinie) P 350 (Stand: 09/2009)
[4] DIN EN 60584-1 (Klasse 1 Thermoelement)
[5] DIN EN 60584-3 (Ausgleichsleitung der Genauigkeitsklasse 1)
[6] Beispielhaft für eine apromace TA-Kaltstellentemperaturmessung im Schmelzbetrieb einer Eisengießerei
[7] National Instruments 9211 (Datenblatt)
[8] Private Kommunikation, Technical Service Kuehn GmbH
[9] DIN EN 60751 (Genauigkeitsklasse AA für eine Kaltstellentemperatur von 45 °C)
[10] Beamex MC2 Prozesskalibratoren (Benutzerhandbuch)
[11] F. Hanzig, „Temperaturmessung in der Themoanalyse: Fehlerquellen & Optimierungspotenial“ VDG-Seminar „Qualitätsüberwachung von Eisenschmelzen durch thermische Analyse“, 03./04.05.2018
[12] J. Czikel, R. Hummer „Volle Qualitätsbestimmung von Gußeisen mit Hilfe der thermischen Analyse“ Gießerei- Praxis 21 (1977), 325–333