Veredelungsmittel
Veredelungsmittel werden zur Veredelung des (Al+Si)-Eutektikums von Aluminium-Silizium-Legierungen verwendet. Die Zugabe von Natrium oder Strontium bei untereutektischen und eutektischen Aluminium-Silizium-Legierungen verbessert die mechanischen Eigenschaften und die Qualität der Gussstücke. Eine Vielzahl von Veredlungsprodukten ist für die Gießereien erhältlich, die als Pulver, Granulat, Tabletten oder als Reinmetalle bzw. Vorlegierungen in die Schmelze eingebracht werden.
Natrium-Veredelung
Das klassische Veredelungsmittel ist Natrium, das der Schmelze entweder metallisch oder durch natriumabgebende Salze als Granulat oder Tabletten zugegeben wird. Vakuumverpacktes Natrium ist in Form von luftdicht verschlossenen Aluminiumdosen oder in Folie zu beziehen.
Loses Salz, meist ein Gemisch von Natriumchlorid, Kaliumchlorid und Natriumfluorid, ist als Pulver oder Granulat für hohe (> 740 °C) oder niedrige (< 740 °C) Temperaturen verfügbar. Speziell entwickelte Produkte können mit Schmelzebehandlungsstationen (z. B. MTS von Fa. Foseco GmbH) eingebracht werden.
Salzgemische, gepresst als Tabletten oder gebrochen zu Granulat, finden sehr verbreitet Anwendung für die Veredelung. Die Tabletten werden sowohl für Standardanwendungen zum Tauchen mit der Glocke als auch zur Verwendung mit Tauchkäfigen in Verbindung mit einer Rotorbehandlung (siehe Rotorentgasung) angeboten. Durchgesetzt haben sich vor allem exotherm reagierende Veredelungstabletten mit Aluminiumgries und/oder Magnesiumspänen. Die Freisetzung des Natriums aus der Tablette erfolgt sehr schnell, im Gegensatz zu den nicht exotherm wirkenden Tabletten, bei denen die Gefahr der örtlichen Überveredelung in der Schmelze größer ist.
Moderne Salzgemisch-Granulate können ohne Staubbelastung der Umgebung auf die Schmelzeoberfläche, insbesondere im Strudelsog bei der Rotorbehandlung, eingebracht werden.
Während mit Strontium eine Langzeitveredelung möglich ist, hat die Natrium-Veredelung eine kurze Lebensdauer. Diese ist nach etwa 30 Minuten erheblich und nach ein bis zwei Stunden gänzlich abgeklungen; eine Nachveredelung wird dann notwendig (Bild 1). Zur Aufrechterhaltung der Natrium-Veredelung bedient sich der Gießer häufig sogenannter Permablöcke, die geschmolzene Salzblocke oder Salzpresslinge sind und auf die Badoberfläche der Schmelze gelegt werden.
Strontium-Veredelung
Die Veredelung mit Strontium, auch Dauerveredelung genannt, hat Vorteile durch den höheren Schmelz- und Verdampfungspunkt des Strontiums gegenüber Natrium. Deshalb ist der Abbrand von Strontium geringer und die Schmelzen weisen einen etwas niedrigeren Oxidgehalt auf. Strontiumveredelte Schmelzen zeigen einen Gießstrahl, der eine dünnere Oxidhautummantelung als eine natriumveredelte Schmelze aufweist. Zudem nimmt die Schmelze während der Formfüllung weniger Gas und Oxide auf. In Formgießereien wird seltener mit reinem Strontium-Metall veredelt, sondern es werden üblicherweise AlSr-Vorlegierungen mit 3, 5 und 10 % Strontium verwendet. Vorlegierungen mit höheren Strontium-Gehalten enthalten nicht veredelnd wirkende intermetallische Verbindungen des Aluminiums und Strontiums. Diese sind hochschmelzend und liegen als eigenständige spröde Phase in der weichen Matrix des Gussgefüges vor. Die 3 %- bis 10 %-igen Vorlegierungen gewährleisten daher das beste Einbringen des Strontiums, vor allem bei höheren Schmelzetemperaturen, da diese endotherm in der Schmelze reagieren (Bild 2).
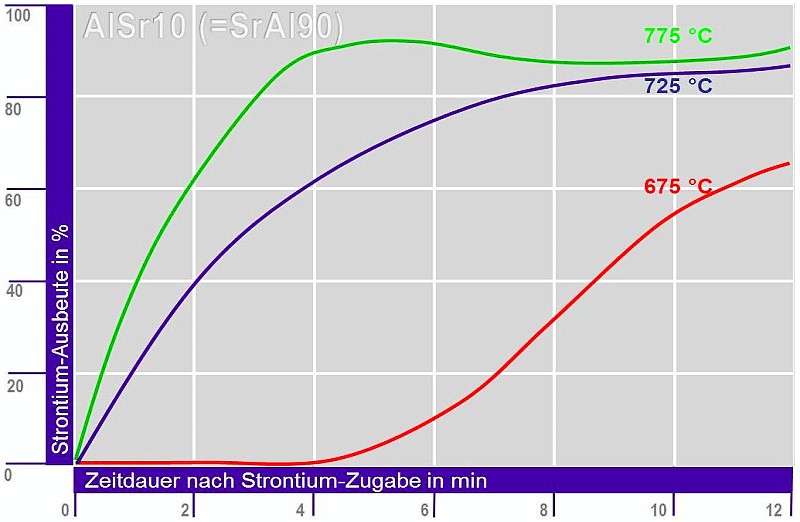
SrAI-Vorlegierung mit 90 % Sr und 10 % Al – in Aluminiumdosen verpackt – haben einen tieferen Schmelzpunkt von 580 °C und reagieren in der Schmelze bei Temperaturen von 650 bis 700 °C exotherm, weshalb eine höhere Ausbeute bei geringeren Schmelzetemperaturen erzielt wird (Bild 3).
Die Strontium-Veredelung hat nicht nur Eingang im Kokillenguss gefunden, sondern auch im Sand- und Druckguss. Beim Sandguss sollte dabei der Wassergehalt des bentonitgebundenenFormsandes nicht mehr als 3 % betragen, da eine höhere Wasserstoffaufnahme durch Strontium-veredelte Legierungen vorliegen kann. Hier zeigen die unterschiedlichen Bentonite auch verschiedene Wasserdampfentwicklungen beim Einströmen der Schmelze. Auch sollten die Sr-Gehalte einen Wert von 250 ppm nicht übersteigen.
Antimon-Veredelung
Antimon ist kein klassisches Veredelungsmittel. In AlSi-Legierungen wirkt es ab Gehalten von 30 ppm negativ – das gießtechnisch ungünstige lamellare Gussgefüge wird stabilisiert, jedoch ist dieses vereinzelt und insbesondere im Räderguss noch gewünscht.
Die Natrium- und Strontiumveredelung wird gestört, da Antimon, Natrium und Strontium in der Schmelze ausfällt. Selbst Magnesium wird in einer intermetallischen Phase mit Antimon ausgefällt und steht nicht mehr für die Warmaushärtung zur Verfügung.
Literatur:
Hüttenaluminium-Gusslegierungen, Produktkatalog, Aluminium Rheinfelden Alloys GmbH , 2011
Produktmerkblätter Veredelungsprodukte, www.foseco-foundry.com, 2011.
Aluminium based master alloys, KBM Affilips B.V., http://kbmaffilips.com/aluminium_based_en.html.