Eingussfuß
Unterster Abschnitt des Eingusskanals beim Sandguss, an der der Übergang zum Gießlauf erfolgt (siehe Einguss).
Das flüssige Metall erreicht am unteren Ende des Eingusskanals, dem engsten Querschnitt, eine hohe Strömungsgeschwindigkeit. Durch die 90°-Umlenkung vom Eingussende in den Lauf, dessen Querschnitt normalerweise größer als der kleinste Eingussquerschnitt bemessen wird, erfolgt eine deutliche Verringerung der Strömungsgeschwindigkeit, die Strömung wird also gebremst.
Hier ist die Gefahr besonders groß, dass turbulente Strömungen entstehen und ursächlich dafür verantwortlich sind, dass aus der Form Sandkörner ausgespült und Gießgase mitgerissen werden.
Bei hohen Gießhöhen kann zur Verhinderung der Formerosion am Eingussfuß ein Aufschlagkern aus widerstandsfähigerem Formstoff (z. B. Schamotte, Zirkonsand) gesetzt werden.
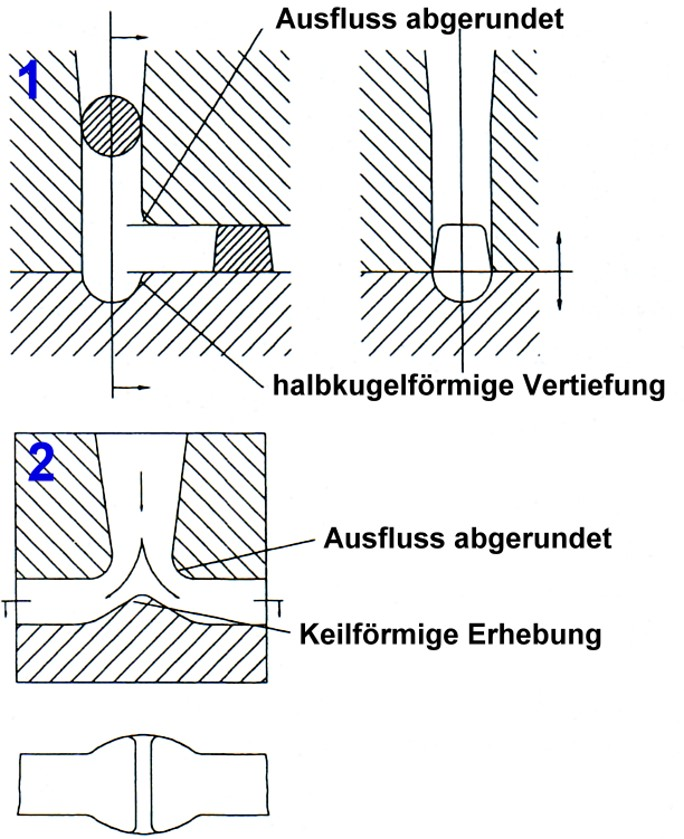
Bild 1 zeigt zwei Beispiele für strömungstechnisch günstig gestaltete Übergänge.