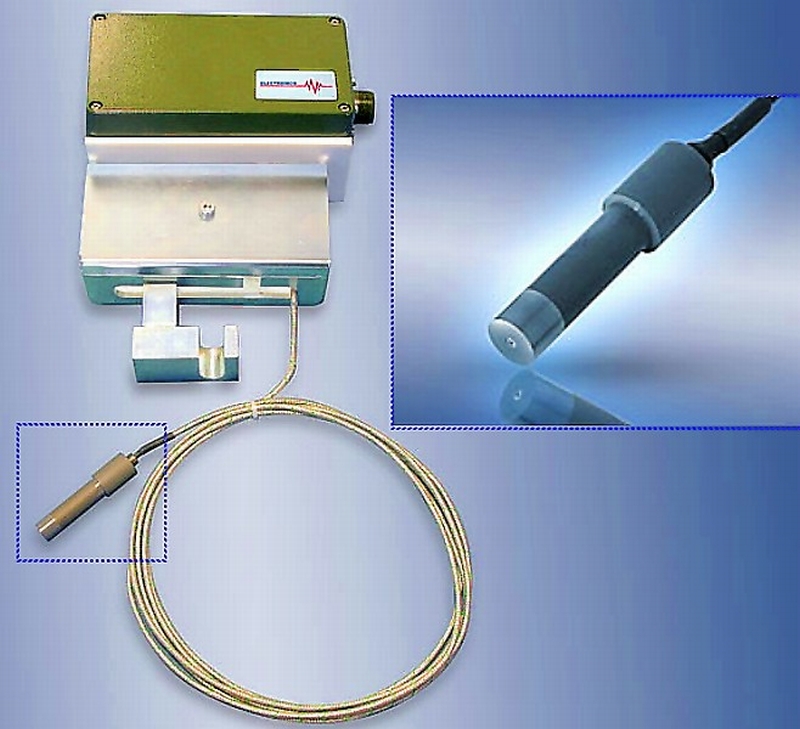
Metallfront-Kontaktsensor
Dieser Kavitätssensor übermittelt ein Signal, das durch eine Metallkontaktverbindung mit der Schmelze während des Formfüllvorganges (siehe Formfüllphase) ausgelöst wird.
Bei der Anwendung im Druckgießverfahren kann die Position des Metalls in der Kavität während des Einpressvorganges durch einen Metallfront-Kontaktsensor (MFKS) in Echtzeit genau festgestellt werden. Werden mehrere Sensoren in einer Form angebracht, so kann der Formfüllvorgang exakt nachvollzogen werden. Damit lassen sich folgende Ursachen und Auswirkungen auf die Formfüllung beurteilen und verifizieren:
1. Schwankungen der Formtemperatur
2. Schwankungen der Metalltemperatur
3. Veränderung des Einpress-Systems
4. Lamellare oder stoßförmige (zu turbulente) Formfüllung
5. Trennmittelveränderung
6. Überprüfung der Ergebnisse der numerischen Formfüllsimulation
Sinnvollerweise kann der Sensor auch zur Wahl des Starts der zweiten Phase (siehe Umschaltpunkt) und dritten Phase (Nachdruckphase) und auch zur Auslösung einer Squeeze-Funktion herangezogen werden. Damit ist eine hohe Wiederholgenauigkeit - unabhängig von der Metallmenge - gewährleistet. Die Vorteile durch die Implementierung eines Metallfront-Kontaktsensors sind:
Der Gießprozess lässt sich optimieren, wenn die Auslösung der 2. Phase (Formfüllphase) über einen Metallfront-Kontaktsensor erfolgt, da dadurch der Einpressvorgang von Dosierschwankungen unabhängig ist.
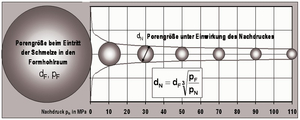
Mit Startauslösung der 3. Phase (Nachdruckphase) über einen Metallfront-Kontaktsensor kann der Nachdruck unabhängig von der Formfüllung zugeschaltet werden. Dadurch ist der Nachdruck noch wirksamer, da das Metall noch nicht erstarrt ist und so die evtl. eingeschlossenen Gasblasen im Verhältnis der Druckänderung (siehe Bild 2) verkleinert werden. Ein wirksamer Nachdruck verbessert das Wärmeindringvermögen in die Form, verbunden mit einer Erhöhung der Abkühlgeschwindigkeit bzw. können Schwindungsdefizite besser ausgeglichen werden.
Auch zur Auslösung einer Squeeze-Funktion ist der Sensor gut geeignet. Durch den Signalausgang kann am Bildschirm die genaue Position im Verhältnis zur Gießkolbenposition durch einen gestrichelten Cursor am Monitor angezeigt werden.
Zur Messung wird bei diesen Funktionen eine hohe Abtastrate an die Messeinrichtung verlangt, die mit einer Frequenz von 4 bis 5 kHz erfüllt wird. Der Metallfront-Kontaktsensor ist somit zur Erfassung folgender Parameter einsetzbar:
- Fließzeitmessung in der Form
- Start der 2. Phase
- Start der 3. Phase
- Start für Squeeze-Funktion
- Stop für Vakuum (siehe Vakuumunterstütztes Druckgießen bzw. Mehrstufen-Vakuumverfahren)
Weiterführende Stichworte:
Vakuumsensor
Multi-Airpipe-Sensor-System
Form-Füll-Control-Sensor
Forminnendruck-Sensor
Metallfront-Temperatursensor
Luftmengensensor
Luftfeuchtesensor
Restgassensor