Pinholes
Vornehmlich an der Gussstückaußenseite oder knapp unter der Oberfläche von Gussstücken aus Gusseisen mit Lamellen-, Kugel- oder Vermiculargrafit, Temperguss und Stahlguss auftretende Blasen oder Hohlräume.
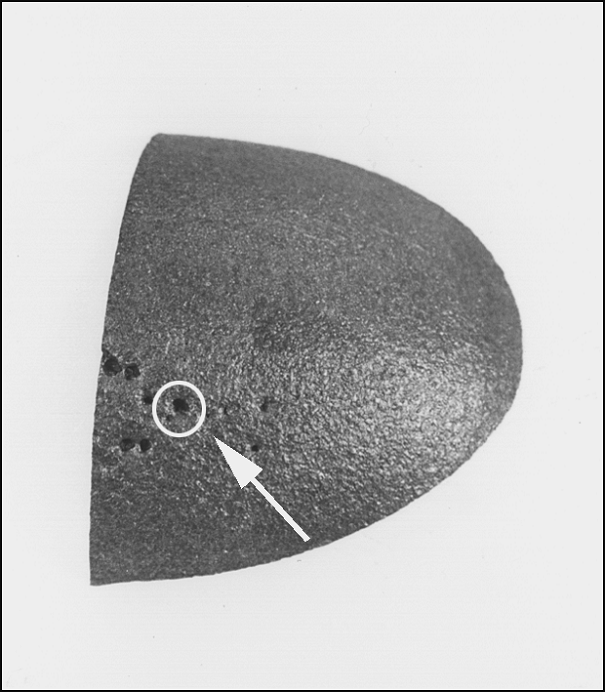
Pinholes, oft auch als Nadelstichporosität oder Randblasen bezeichnet, treten vereinzelt und großflächig auf und können alle Gussstückbereiche befallen. Sie sind in vielen Fällen erst nach der mechanischen Bearbeitung, in jedem Fall aber mit freiem Auge sichtbar.
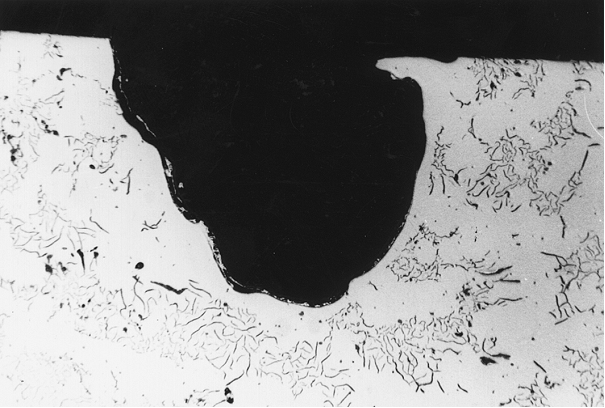
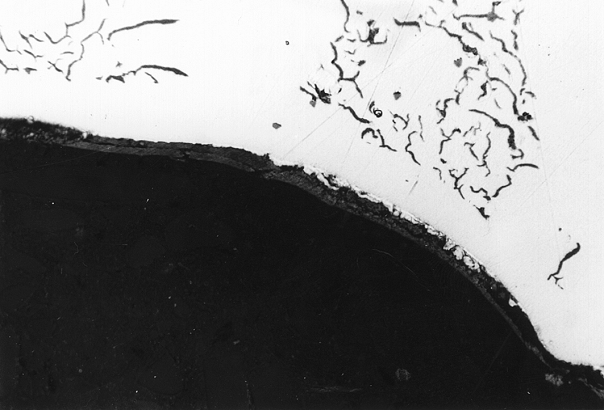
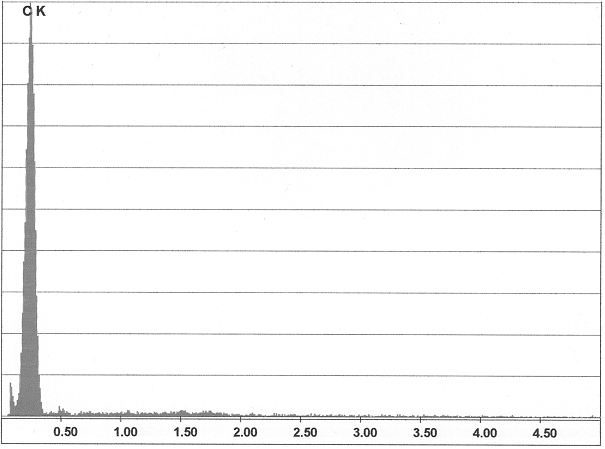
Die Erscheinungsformen der Pinholes reichen von kugeligen, metallisch blanken oder mit Grafithäutchen belegten Bläschen bis zu größeren, unregelmäßig gestalteten und mit Schlacken oder Oxidationserscheinungen vergesellschafteten Hohlräumen (Bilder 1 bis 6).
Man spricht von Wasserstoff-Pinholes und Wasserstoff-Stickstoff-Pinholes, die sich nicht untereinander unterscheiden lassen, sowie von CO-Schlackenreaktion-Pinholes. Als mögliche Entstehungsursachen dieser Fehler sind einerseits spezifische Eigenschaften des Eisens und andererseits solche des Formstoffsystems bekannt. Im konkreten Fall wird die Bildung von Pinholes oft nicht nur durch eine einzige Ursache, sondern durch die Summenwirkung mehrerer sich überlagernder Ursachen bedingt sein. Beeinträchtigungen entstehen durch Pinholes bei Beschichtungen wie Emaillieren, Tauchverzinken, Pulverbeschichtungen usw. Die statische Belastbarkeit wird durch diesen Fehler, insbesondere bei duktilenGusseisensorten und niedrigem Belastungsniveau, kaum beeinflusst. Bei bearbeiteten Funktionsflächen, die dazu noch dicht sein müssen, führt der Fehler zum Ausschuss. Außerdem wird bei ungünstiger Fehlerlage die Schwingfestigkeit beeinträchtigt, so dass bei schwingend belasteten Sicherheitsteilen Pinholes nicht toleriert werden können.
Die Bildung von Wasserstoff- und Wasserstoff-Stickstoff-Pinholes verläuft in drei Stufen:
1. Reaktion des Wasserdampfes mit den Eisenbegleitern. Es bilden sich Metalloxide und atomarer Wasserstoff, der in das flüssige Metall diffundiert. In ähnlicher Weise werden Stickstoff-Wasserstoff-Verbindungen aufgespalten und können ebenfalls in das flüssige Metall diffundieren.
2. Bildung von Mikrogasblasen durch Reaktion der Metalloxide mit dem Kohlenstoff der Schmelze.
3. Diffusion von Wasserstoff und eventuell Stickstoff in die Mikrogasblasen und Vergrößerung der Blasen.
Daraus resultieren die metallurgisch begründeten Ursachen der Pinholebildung:
- Überhöhter Wasserstoffgehalt der Schmelze, der durch Wasserstoffträger wie Feuchtigkeit von Einsatzstoffen generell, insbesondere feinkörnige, ungeschützte Ferrolegierungen, die vielfach Wasser anlagern, stark rostige Einsatzmaterialien (angelagerte OH-Gruppen), Öle und Emulsionen, die Kohlenwasserstoffe abgeben, und letztlich durch den Einfluss einer erhöhten Luftfeuchtigkeit selbst auftreten kann
- Überhöhter Stickstoffgehalt der Schmelze, der durch Stickstoffträger wie Stahlschrott (bis 130 ppm N, max. 200 ppm N), Schienenstahl (bis 170 ppm N), Roheisen (10 bis 60 ppm N), Aufkohlungsmittel (von 0,11 x 104 ppm bis 1675 x 104 ppm N) eingebracht werden kann
Der Stickstoffgehalt im Gusseisen bewegt sich im Bereich zwischen 40 und 140 ppm, so dass bei Fremdanregung der Blasenbildung, z. B. durch induktives Rühren, auch eine Entgasung eintreten kann. Die kritische Grenze zur Bildung von Pinholes wird vielfach mit 80 bis 100 ppm angegeben, obwohl auch niedrigere Gehalte in Verbindung mit CO-Ausscheidungen bereits kritisch sein können.
Gegenüber Stahlguss neigt Gusseisen weniger zur Gasaufnahme, da Kohlenstoff und Silizium die Löslichkeit und daher auch die Aufnahmebereitschaft für Wasserstoff und Stickstoff herabsetzen. Demzufolge ist eine Gusseisenschmelze mit niedrigem Sättigungsgrad weitaus empfindlicher, was sich auch in der Fehlerhäufigkeit bei Temperguss, der naturgemäß einen niedrigen Sättigungsgrad haben muss, widerspiegelt.
Chrom, Molybdän, Mangan, Vanadium und Titan erhöhen die Löslichkeit Wasserstoff und Stickstoff, während sie durch Aluminium, Phosphor, Silizium und Kohlenstoff vermindert wird. So zeigte ein Untersuchungsfall, dass Gussstücke mit gleichem Gasgehalt bei 70 ppm Al völlig gesund waren, während die gleichen Gussstücke mit 380 ppm Al starke Pinholebildung aufwiesen. Höheren Aluminiumgehalte können eine Umsetzung des Aluminiums im Eisen mit dem Wasserdampf des Formgases zu Aluminiumoxid und Wasserstoff bewirken. Dieser Wasserstoff führt dann zur Blasenbildung. Hier wäre auch die Grenze zwischen rein metallurgisch bedingten Gasblasen und der Grenzflächenreaktion zwischen Form (Kern) zu ziehen.
Formstoffbedingte Ursachen:
- Zu hohe Stickstoffgehalte im Formsand bei zu hohen Feuchtigkeitsgehalten.
- Ungünstige Gasatmosphäre im Formhohlraum, deren Ursachen in der Art und Zugabemenge an Glanzkohlenstoffbildnern zu suchen sind.
- Zu hoher Stickstoffgehalt in Kernsanden bzw. zu hohe Stickstoff-Wasserstoffverbindungen in Kernformstoffbindern.
- Vor allem bei der Pyrolyse von Croning-Kernbindern werden zu dem Zeitpunkt hohe Gasmengen freigesetzt, bei dem sich noch keine feste Randschale gebildet hat.
Der Mechanismus ist wie folgt zu erklären:
Unter reduzierender Atmosphäre zerfällt Ammoniak nach der Glg. 1
Glg. 1:
Bei etwa 600 °C und Atmosphärendruck ist der Ammoniak fast vollständig dissoziiert. Dabei verdoppelt sich das Gasvolumen, aus 2 Mol Ammoniak entstehen 1 Mol Stickstoff und 3 Mol Wasserstoff. Dieses Wasserstoffgas kann gegebenenfalls mit dem abgeschiedenen Kohlenmonoxid gemäß folgender Glg. 2 reagieren:
Glg. 2:
Zu geringer Aufbereitungsgrad des bentonitgebundenen Formstoffes und demzufolge Vorliegen von freiem, nicht im Bentonit (im DreischichtmineralMontmorillonit) gebundenem Wasser, das die Gefahr der Wasserstoffbildung erhöht.
Außer der Eisenzusammensetzung und der Formstoffbeschaffenheit gibt es noch andere Einflüsse auf die Entstehung von Pinholes. So kann ein nicht vollständiges Abziehen der Schlacke zu Schlackeneinschlüssen führen, die möglicherweise als Keime für die Gasblasenbildung wirken. Im Gusseisen mit Kugelgrafit sind zahlreiche Oxide vorhanden, selbst wenn die Schlacke entfernt worden ist, und diese Oxide können zur Pinholebildung beitragen. Die bei der Magnesiumbehandlung entstehende Schlacke hat gleichfalls einen Einfluss, wenn auch nicht klar ist, ob sie einen Oberflächenfehler rein mechanisch hervorruft oder aber die Gasentwicklung fördert.
Die Gieß- und Anschnittechnik kann ebenfalls einen Einfluss auf die Pinholebildung ausüben. Ein Anschnittsystem mit nicht turbulenter Strömung und kurze Gießläufe verringern die Pinholeneigung.
Auch Spritzkugeln können eine Ursache für Pinhohles darstellen. Sie werden oxidiert
und dann von der Gießströmung umhüllt. Hier kann es zu einer Reaktion kommen, bei der CO entsteht, so dass sich Gasblasen bilden.
Maßnahmen zur Vermeidung (nach S. Hasse, FT&E):
1. Wasserstoffträger verringern, d. h. trockene Einsatzstoffe verwenden, stark rostige, ölige Einsatzmaterialien vermeiden.
2. In der Gattierung die Stickstoffträger (z. B. Stahlschrott) verringern, bei GJL eventuell Mindestgehalt an Titan (0,02 %) beachten. Kreislaufmaterial möglichst gestrahlt einsetzen.
3. Wenn möglich Sättigungsgrad erhöhen, Mangangehalt nicht höher als 0,4 % Mn einstellen, Aluminiumgehalte senken (nicht ≥ 100 ppm). Bei Anwesenheit von Titan wird die negative Wirkung von Aluminium noch verstärkt, bei Ti-Gehalten von 0,02 % und Al-Gehalten von 0,01 bis 0,2 % treten verstärkt Pinholes auf.
4. mit reduzierten Aluminiumgehalten einsetzen und auf entsprechend hohe Gießtemperaturen achten. Niedrige Gießtemperaturen verstärken die Fehlerneigung, was als Hinweis dafür angesehen wird, dass die Pinholebildung durch Oberflächenoxidation der Schmelze während des Gießens und Erstarrens verursacht wird.
5. Anschnittsystem so ändern, dass der Schmelze wenig Gelegenheit zur Oxidation gegeben wird; Fließwege verkürzen, Turbulenzen vermeiden.
6. Bei Stahlguss den Wasserstoffgehalt der Schmelze durch intensives kochen während der Frischperiode möglichst niedrig einstellen. Sorgfältige Vordesoxidation und kurze Gießzeiten gewährleisten, lange Fließwege vermeiden.
7. Reduzierung der Schlackenbildung.
8. Feuchtigkeitsgehalt im Formstoff verringern, Menge an Kernsandzulauf (Stickstoff, Harnstoff) verringern, eventuell Neusandauffrischung.
9. Glanzkohlenstoffgehalt des Formstoffes überprüfen und ggf. optimieren, Glanzkohlenstoffbildner ggf. wechseln.
10. In kunstharzgebundenen Formen und Kernen eventuell Bindermenge reduzieren oder anderen Binder und/oder Katalysatoren einsetzen.
11. Formen und KerneSchlichten (stickstoffadsorbierende Sperrschlichten), Wasserschlichten gut trocknen, Entlüftungen überprüfen und optimieren.
12. Eintrag von Speiserhilfsstoffen in das Formstoffsystem vermeiden.