Altsandvorbefeuchtung
Ein optimaler bentonitgebundenerSand ist ein verlässlicher Formstoff mit ausreichenden Festigkeitseigenschaften, der ein breites Gussprogramm abdeckt und die Herstellung von fehlerfreiem Guss erlaubt. Der Nachbearbeitungsaufwand soll gering gehalten werden ebenso der Energieverbrauch für den Putzaufwand und im schlimmsten Fall für das Wiedereinschmelzen fehlerhafter Gussteile.
Neben den bekannten und bewährten Feuchtigkeitsregelsystemen an Kühlern, Kühltrommeln und Mischern sowie automatischen Sandprüfsystemen für die Verdichtbarkeit und optional weiterer Messgrößen bietet sich ergänzend eine Altsandvorbefeuchtung (Sensor Control GmbH). Diese Vorbefeuchtungsstrecke ersetzt keinen Kühler aber es ermöglicht mit einem kleinen Budget die Formstoffqualität deutlich zu verbessern. Bei extremen Bedingungen kann auch die Leistungsfähigkeit eines Kühlers zu erhöht werden.
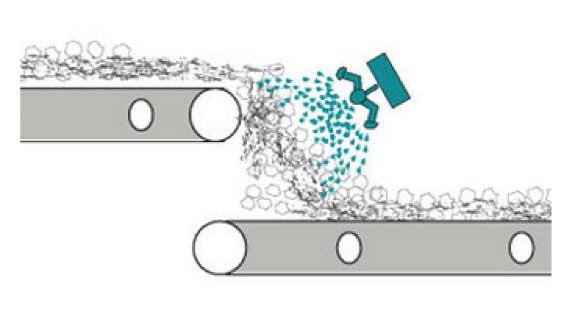
Dabei ist mit der Altsandvorbefeuchtung so früh wie möglich zu beginnen, d.h. nach dem Trennen von Guss und Sand, um ein Austrocknen des Formstoffes zu verhindern und mit dem kühlen zu beginnen (Bild 1, Sensor Control GmbH). Je nach Aufbau der Sandaufbereitung bietet sich eine stufenweise Wasserzugabe an, so zum Beispiel über mehrere Förderbänder verteilt. Der Feuchtegehalt des Sandes wird schrittweise erhöht, die Temperatur reduziert und auch die Staubentwicklung nimmt deutlich ab.
Das Ergebnis ist ein gut befeuchteter und gekühlter Formstoff, der in den Silos regenerieren kann und beim nächsten Umlauf im Mischer nur noch mit einer „Restmenge“ Wasser aufbereitet wird. Formstoffe die am Mischer noch Temperaturen von + 50 ° C oder mehr haben lassen sich nur bedingt aufbereiten und führen zu fehlerhaften Formen und damit auch zu erhöhten sandbedingten Gussfehlern.
Auf die Risiken ist ebenso hinzuweisen; so kann es durch Überbefeuchtung des Formstoffes zu einer erhöhten Klebeneigung in den Bunkern und Transportsystemen kommen, die in der Folge dann zu Produktionsstörungen führen können. Aber eine gezielte Wasserzugabe kann nur so gut sein wie die Messung der Restsandfeuchte, der Temperatur und des Sanddurchsatzes. So ist es unerlässlich für die Berechnung der Wassermenge zuverlässige, industrietaugliche Sensoren (Bild 2, Sensor Control GmbH) für die Erfassung der Altsandwerte „Restfeuchte“ und „Temperatur“ an geeigneten Stellen einzubauen.
Ebenso wichtig ist die Erfassung des Durchsatzes per Zeiteinheit; welche Wassermenge muss in Bezug auf die Quantität dosiert werden. Hier bieten sich mehrstufige Niveauschalter oder auch eine Bandwaage als ausreichend genaue Durchsatzerfassungs-systeme an. Die Wasserzugabe selbst erfolgt mit Wasserverneblungsdüsen, die eine sehr gleichmäßige Befeuchtung des Rücklaufsandes gewährleisten. Ein Beispiel einer Altsandvorbefeuchtungsstrecke zeigt Bild 3 (Sensor Control GmbH).