Kaltlauf
Gussfehler (Oberflächenfehler) welcher bei allen Gusswerkstoffen, völlig unabhängig vom Formverfahren und Gießverfahren auftreten kann.
Er ist mit freiem Auge sichtbar und führt sehr oft zum Ausschuß des Gussstück. Bei Druckguss wird der Fehler als Kaltfließstelle bezeichnet. Er kann sich hier auch im Inneren als Kaltschweißeinschluss mit eigener Gusshaut bilden und wird so nur bei der Bearbeitung sichtbar.
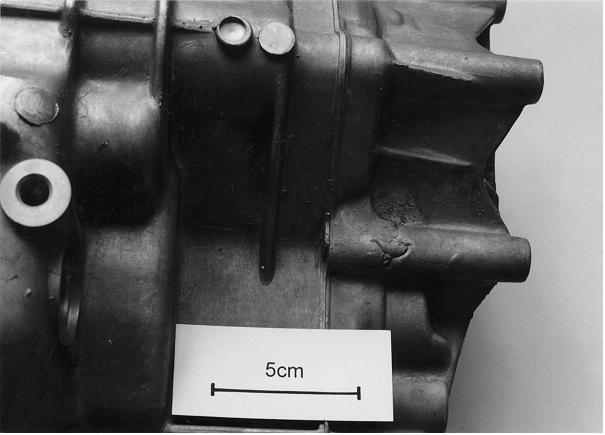
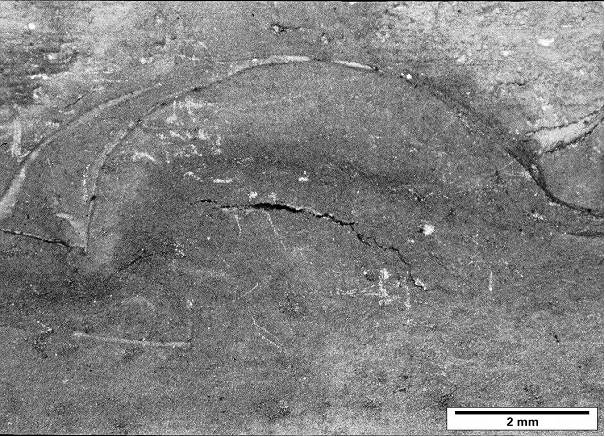
Kaltlauf tritt vorzugsweise an ebenen Flächen mit relativ geringer Dicke auf. Dabei kann es zu einer Trennung des Zusammenhangs kommen, so dass Löcher, nicht ausgelaufene Bereiche, aber auch abgerundete Kanten und Überlappungen verbleiben. Bei Druckguss ist (sind) Kaltlauf (Kaltfließstellen) an sehr feinen und sehr dünnen Oberflächenschieferungen zu erkennen (Bilder 1 bis 4).
Kaltlauf wird durch vorzeitige Erstarrung der Schmelze beim Gießen hervorgerufen, z. B. als Folge einer zu geringen Gieß- oder Formtemperatur oder einer zu niedrigen Gießhöhe bzw. Gießgeschwindigkeit (siehe Formfüllzeit, Formfüllzeit beim Druckgießen). Außerdem kann eine zu geringe Gasdurchlässigkeit in der Form einen Überdruck erzeugen, der den Metallstrom verzögert. Auch ungenügende Gießeigenschaften der Legierung können zu Kaltschweißen führen.
Die wesentlichsten Ursachen dieses Fehlers bei Kokillenguss sind zu niedrige Kokillentemperaturen, zu langsame Formfüllung bei unzureichender Entlüftung und nichtmetallische Verunreinigungen in der Schmelze.
Bei Druckguss sind die Ursachen meist in Störungen der Gießkolbenbewegung oder durch ungeeignete Wahl des Umschaltpunktes vom langsamen Vorlauf zur schnellen Formfüllphase sowie auch durch ungünstige Gießlauf- und Anschnittgestaltung bedingt.
Außerdem entstehen Kaltfließstellen (Druckguss) dadurch, dass währen der Formfüllung einzelne Bereiche der Schmelze ganz oder teilweise erstarren, z. B. bei zu langsamer Formfüllung, zu langen Fließwegen oder zu dünnen Anschnitten (die während der Formfüllung teilweise einfrieren und dadurch den verfügbaren Strömungsquerschnitt verengen). Es können auch Überschichtungen auftreten, wenn sich die bei der Formfüllung erstarrte Randschale ablöst und flüssiges Metall in den Spalt zwischen Randschale und Formwand einfließt.
Folgende empfohlene Abhilfemaßnahmen sind Erfolg versprechend:
1. Gießtemperatur erhöhen, damit die Gießströmung nicht vorzeitig erstarrt.
2. Gewährleistung von kurzen Fließwegen durch Optimierung des Anschnittsystems.
3. Vor allem bei dünnen Metallgussteilen ist darauf zu achten, dass schnell und unter Druck gegossen wird.
4. Hinreichende Luftabführung muss gewährleistet werden; vor allem bei zu feuchten und zu warmen Formstoffen kommt es häufig zu Kaltschweißen, weil die Gießgase feucht sind und dadurch das Metall abgeschreckt wird.
5. Generell ist die Gasdurchlässigkeit der Form zu verbessern (z. B. durch gröbere Sandkörnung, Verringerung der Feinanteile usw.).
6. Bei Kokillenguss sind evtl. die Kokillentemperatur zu erhöhen, das Lauf- und Anschnittsystem zu überprüfen und die Querschnitte zu vergrößern, zusätzliche Entlüftungskanäle anzubringen und die Wirksamkeit von Kornfeinung und Veredelung des Gießmetalls auf den Gießfehler zu überprüfen (nichtmetallische Verunreinigungen in der Schmelze bewirken Zähflüssigkeit).
7. Bei Druckguss ebenfalls optimale Gießbedingungen einhalten (Gießmetall- und Formentemperatur erhöhen), Anschnitt, Lauf und Überlaufvolumen vergrößern, Ecken und Kanten abrunden und gegebenenfalls Wandstärken vergrößern, Siliziumgehalt des Gießmetalls erhöhen, Gießdruck erhöhen und zeitlichen Ablauf der hydraulischen Phasenfolge während der Formfüllung verändern, Gießkolben und Gießkammer auf Verschleiß überprüfen und damit ein Klemmen des Kolbens während der Formfüllung vermeiden, Druckabfall im Gießaggregat während der Formfüllung vermeiden (Kontrolle des Gaspolsters im Hydraulikzylinder) und Kontrolle des Gießaggregates (siehe Gießantrieb) selbst.