Aluminium-Kokillengusslegierungen
Für die Fertigung von Kokillengussstücken werden in der Regel genormte Legierungen verwendet. Für Kokillengussstücke aus Aluminiumlegierungen beschreibt die EN 1706:1998 die chemischen Zusammensetzungen, die mechanischen Eigenschaften und gibt informative Hinweise zu den Gießcharakteristika der Legierungen (für Blockmetall, d.h. legiertes Aluminium in Masseln, gilt die EN 1676).
Da in den Normen teilweise die Toleranzen der chemischen Zusammensetzung
weit gespannt sind und einige Elemente große Auswirkungen auf das Gießverhalten und die mechanischen Eigenschaften haben, empfiehlt es sich, diese auf den Anwendungsfall anzupassen und ggf. einzuschränken, um eine gleichmäßige Gussqualität zu gewährleisten.
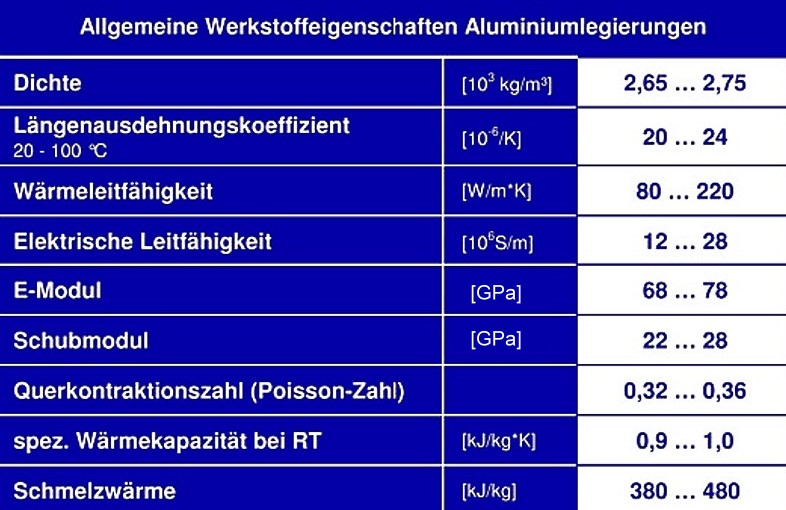
Überblick über die allgemeinen Werkstoffeigenschaften
Jeder Anwendungsfall verlangt die richtigen Werkstoffauswahl und die Kenntnis der Werkstoffeigenschaften. Aluminium-Kokillengusswerkstoffe erfüllen viele Anforderungen, können aber nicht immer zur Gänze das gesamte Eigenschaftsprofil abdecken. Die Werkstoffwahl hat daher sorgfältig zu erfolgen, und es ist mit Bedacht auf die Eignung eine zutreffende und geeignete Legierung zu wählen. Neben den physikalischen und mechanischen Eigenschaften haben insbesondere aber auch die Gießeigenschaften einen maßgeblichen Einfluss auf das Erreichen der gewünschten mechanischen Kennwerte. Die Festlegung auf eine Gusslegierung und auf einen bestimmten Werkstoffzustand für ein Bauteil sollte daher immer zwischen dem Konstrukteur und dem Gießer abgestimmt werden. Einen allgemeinen Überblick über die Werkstoffeigenschaften (physikalische und mechanische Kennwerte) von Aluminium-Kokillengusslegierungen gibt Tabelle 1.
Statische mechanische Eigenschaften
Die in der Norm angeführten Werte gelten für getrennt gegossene Probestäbe. Werden Probestäbe aus dem Gussstück entnommen, so sind die Abmessungen, die Lage im Gussstück, die Prüfhäufigkeit und die zu erreichenden Werte gesondert zwischen Hersteller und Lieferant zu vereinbaren. Die Werte aus dem Gussstück können aufgrund von Veränderungen im Gefüge, die durch unterschiedliche Querschnittdicke und Fehlerfreiheit entstehen, von den Normwerten abweichen. Es gelten dann die Vorgaben der einzuhaltenden Mindestwerte und der Probestabnahme nach Tabelle 2.
Anmerkung zur normkonformen Herstellung der getrennt gegossenen Probestäbe:
Um eine Vergleichbarkeit der getrennt gegossenen Probestäbe zu ermöglichen und um die Prozessstabilität des Kokillengießverfahrens und der Legierung zu beurteilen, gelten für die Herstellung dieser Proben folgende Bedingungen (Auszug aus EN 1706:1998, Kap. 6.3.2):
1) Die Probestäbe müssen zur gleichen Zeit und vom gleichen Abguss wie die Gussstücke gegossen werden.
2) Die Probestäbe müssen in Metallformen gegossen werden.
3) Die Probestäbe müssen die gleiche Wärmebehandlung erhalten.
4) Der Durchmesser der gegossenen Probestäbe muss mindestens 12,0 mm betragen.
5) Die Messlänge und die Versuchslänge müssen mit EN 10002-1 (EN ISO 6892) übereinstimmen. Die Probestäbe können im bearbeiteten oder unbearbeiteten Zustand geprüft werden.
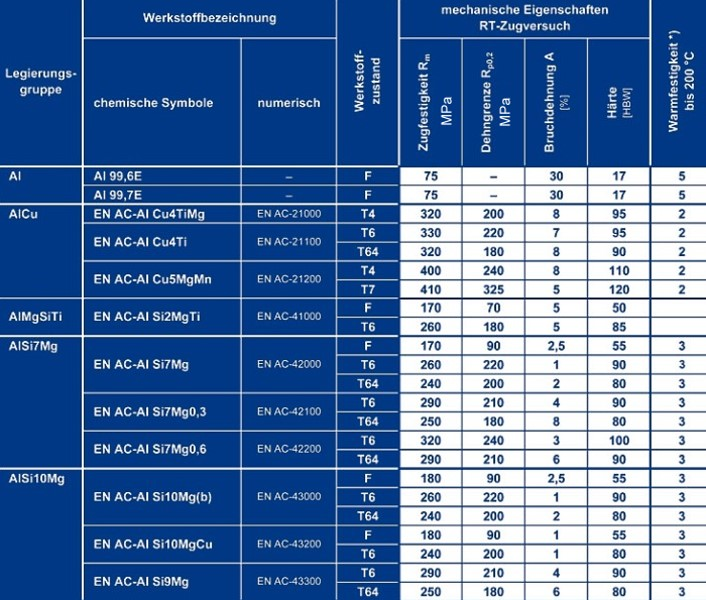
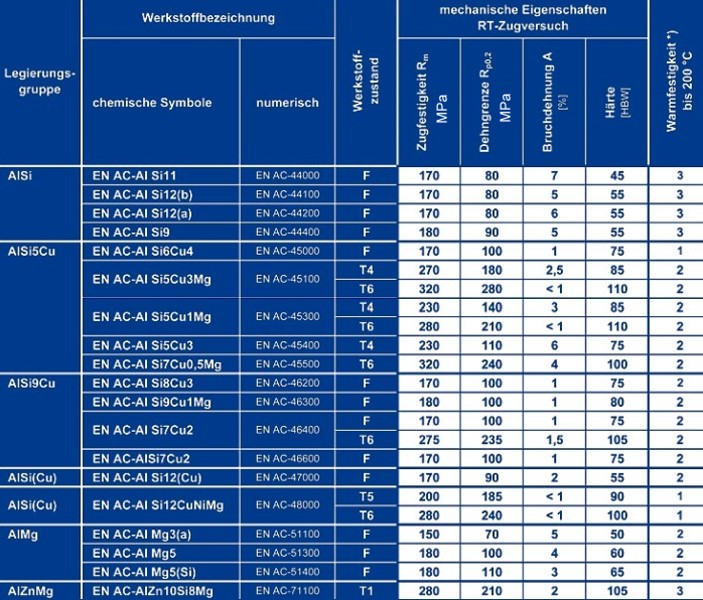
Einen Überblick über die mechanischen Eigenschaften geben die Tabellen 3 und 4. Darin ist das Bewertungsschema für die Warmfestigkeit wie folgt definiert:
1) ausgezeichnet; 2) gut; 3) annehmbar; 4) unzureichend; 5) nicht empfehlenswert.
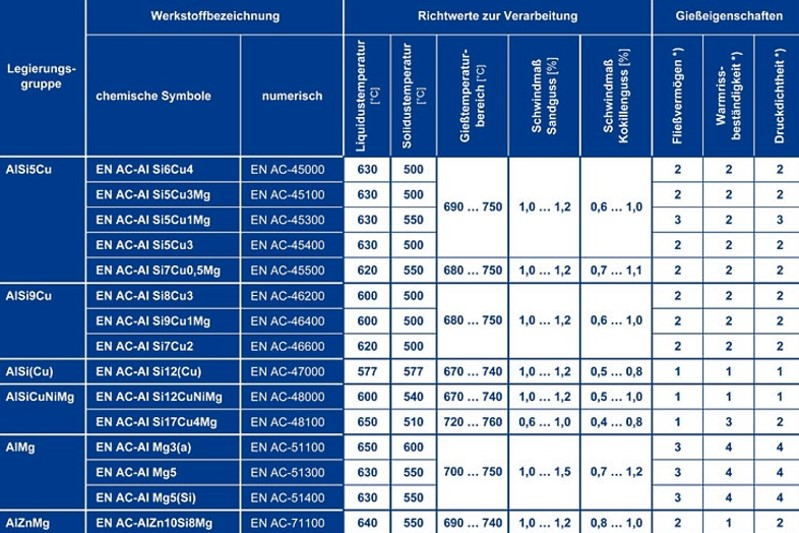
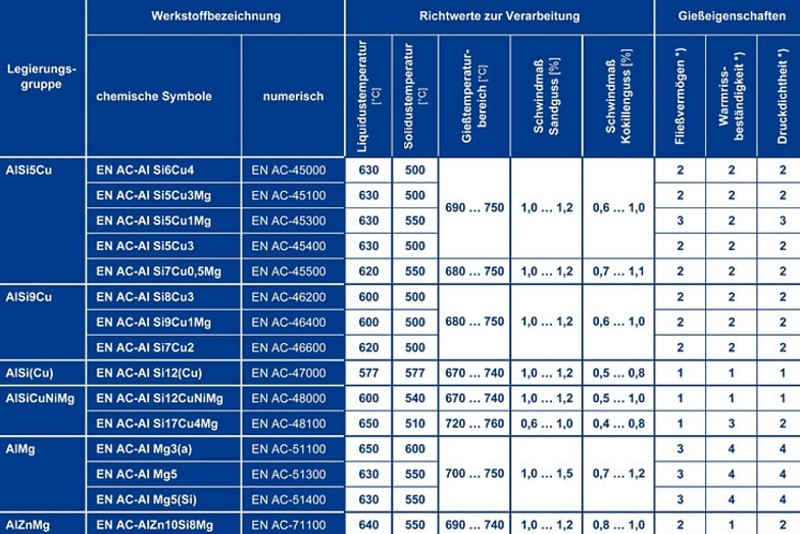
Gießeigenschaften und Hinweise zur Verarbeitung
Die Tabellen 5 und 6 geben Anhaltspunkte zum gießtechnischen Verhalten und Hinweise zur Verarbeitung der Aluminium-Gusslegierungen. Darin ist das Bewertungsschema für die Gießeigenschaften wie folgt definiert:
1) ausgezeichnet; 2) gut; 3) annehmbar; 4) unzureichend; 5) nicht empfehlenswert.
Sonstige Eigenschaften
In den Tabellen 7 und 8 sind ergänzende und wichtige Eigenschaften der Aluminium-Legierungen angeführt. Darin ist das Bewertungsschema für die Eigenschaften wie folgt definiert:
1) ausgezeichnet; 2) gut; 3) annehmbar; 4) unzureichend; 5 nicht empfehlenswert.
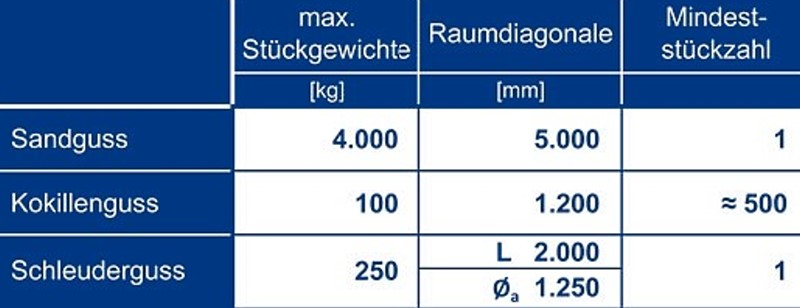
Anwendungsbereiche der Gießverfahren
Die nachstehende Tabelle 9 enthält informative Angaben über Stückgewichte, Abmessungen und Mindeststückzahlen bei den verschiedenen Form- und Gießverfahren. Im Einzelfall kann eine Abweichung nach oben oder unten durchaus möglich und sinnvoll sein.
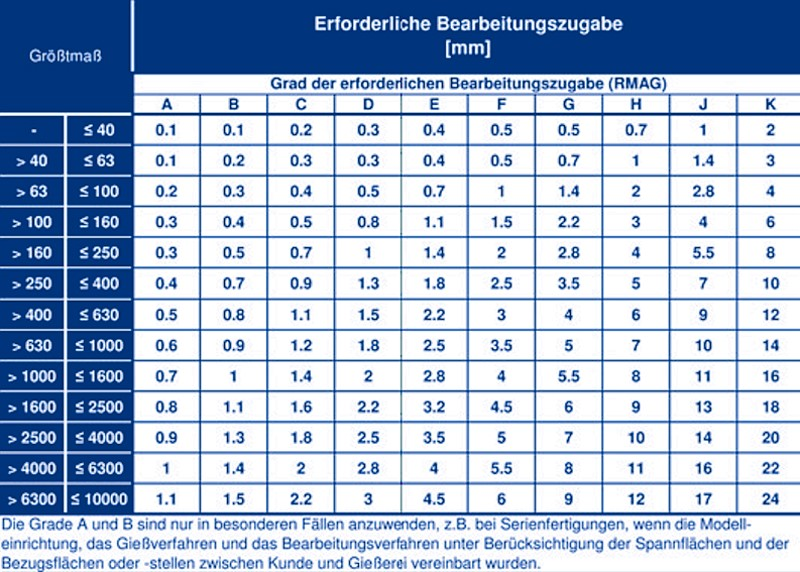
Bearbeitungszugaben und einhaltbare Toleranzem
Neben der Maßgenauigkeit wird die Bearbeitungszugabe von folgenden Einflüssen bestimmt:
- Formverfahren
- Schwindungsverhalten der Gusslegierung
- Werkstückgröße
- Art der Wärmebehandlung (Werkstoffzustand)
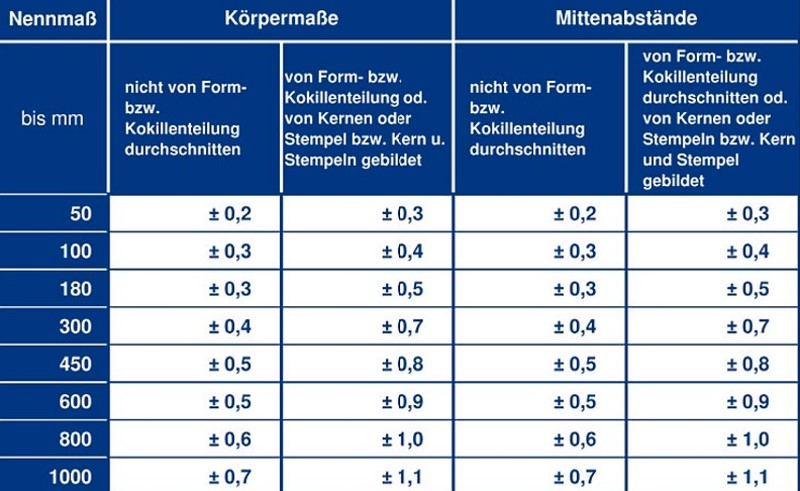
Allgemein beträgt die Bearbeitungszugabe für Sandguss 1,5 bis 3 mm und für Kokillenguss 0,7 bis 1,5 mm. Bei größeren Flächen kann eine höhere Zugabe notwendig und sinnvoll sein. Die DIN 1680 und DIN EN ISO 8062 geben allgemeine Angaben über Bearbeitungszugaben. Die Tabelle 10 enthält die Bearbeitungszugaben für den Sand- und den Kokillenguss nach DIN EN ISO 8062, wobei für den Kokillenguss typische, erforderliche Bearbeitungszugaben für Rohgusstücke (RMAG) vom Grad D bis F vorgesehen sind. Über erzielbare Genauigkeiten gibt es vom Verein Deutscher Gießereifachleute (VDG) aufgestellte Festlegungen, siehe Tabelle 11 für den Aluminium-Kokillenguss.
Literatur:
Normen EN 1706:1998, EN 1676, EN ISO 8062, DIN 1680
Aluminium Taschenbuch, Aluminium-Zentrale, 16. Auflage, Aluminium-Verlag Düsseldorf, 2002
Sand- und Kokillenguss aus Aluminium, Technische Richtlinien, Bundesverband der Deutschen Gießerei-Industrie (BDG)