Anlassen
Das Anlassen schließt sich prinzipiell unmittelbar an das Härten an und gehört zu den Wärmebehandlungsverfahren, die das gesamte Bauteil, d. h. von der Randzone bis in die Kernbereiche, in ihren mechanischen Eigenschaften beeinflussen. Die Kombination aus Härten und Anlassen bezeichnet man als Vergüten.
Beim Anlassen erwärmt man das Bauteil auf Anlasstemperatur und kühlt anschließend wieder auf Raumtemperatur ab. Die Höhe der Anlasstemperatur richtet sich nach der geforderten Endhärte der Produkte und dem Werkstoff, denn entscheidend für das Anlassverhalten ist die chemische Zusammensetzung des Stahls. Die Dauer der Anlassbehandlung richtet sich nach den Bauteilquerschnitten und der Chargengröße, die minimale Haltezeit nach vollständiger Durchwärmung der Werkstücke beträgt 1 Stunde. Daten für die Anlassparameter können den technischen Lieferbedingungen der einzelnen Stähle entnommen werden.
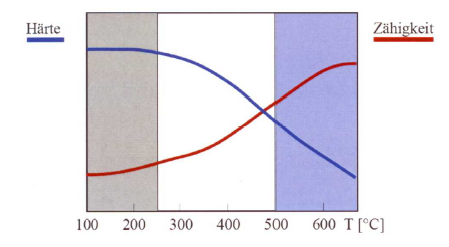
Das Anlassen verfolgt den Zweck, die Zähigkeit eines gehärteten Bauteils soweit zu steigern, dass die auf Grund der Belastung notwendige Duktilität gewährleistet ist. Der gleichzeitig auftretende Härteverlust wird in Kauf genommen (Bild 1).
Bei manchen Stählen, z. B. Warmarbeitsstählen, Schnellarbeitsstählen, sind mehrfache Anlassbehandlungen (bis zu 4-mal) notwendig, um optimale mechanische Eigenschaften zu erhalten. Das Anlassen kann in Schutzgasanlagen, Vakuumanlagen, Salzbädern oder unter Luft durchgeführt werden. Die Wahl der Atmosphäre beeinflusst die Oberfläche der Bauteile. Partielles Anlassen ist z. B. in Induktionsanlagen möglich. Durch Oxidation der Oberfläche beim Anlassen von Stahl bilden sich Anlassfarben, die einen Rückschluss auf die Anlasstemperatur erlauben.