Austenitisches Gusseisen
Die austenitischen Gusseisen gehören zu einem Bereich hochlegierter Werkstoffe mit austenitischem Grundgefüge, die Nickel, Mangan und teilweise Kupfer und Chrom zur Stabilisierung der austenitischen Matrix enthalten. Kohlenstoff ist entweder in Form von Grafitlamellen oder Grafitkugeln enthalten.
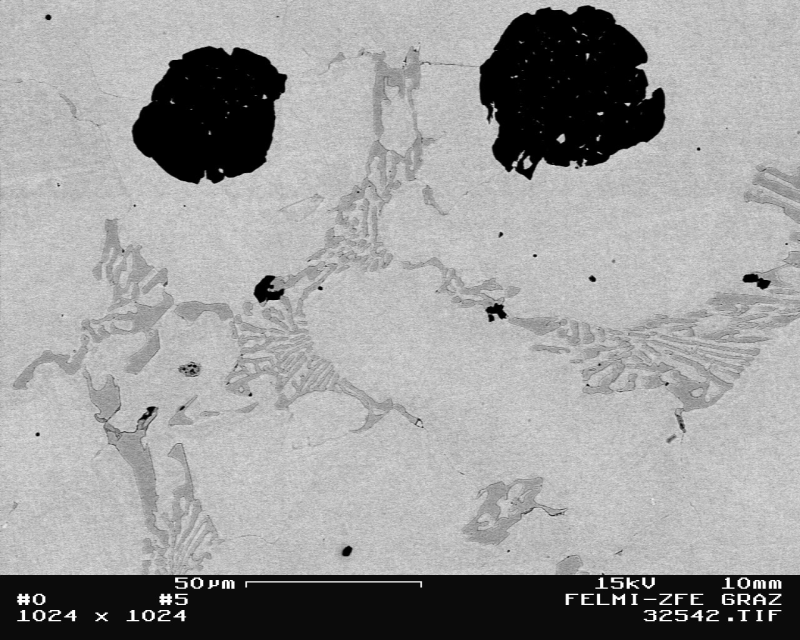
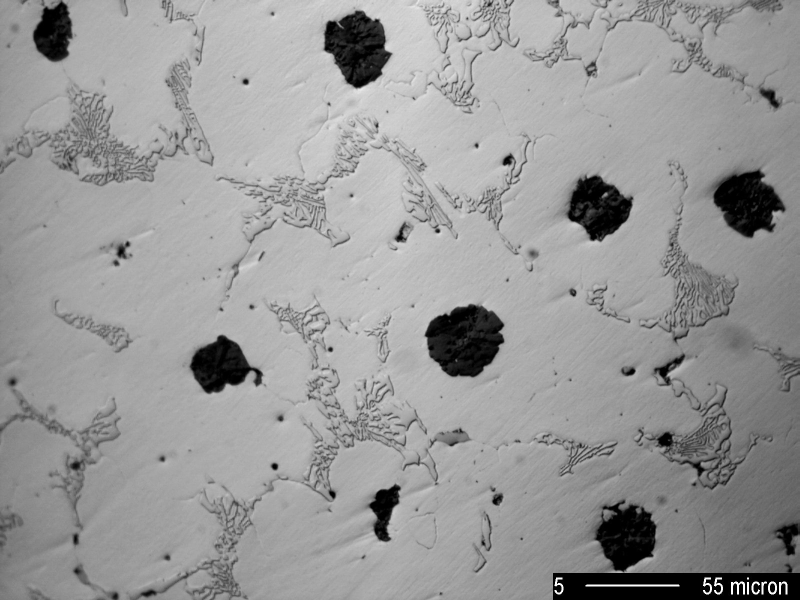
Die Bildung von Austenit erfolgt durch die Wirkung bestimmter Legierungselemente, vorwiegend Nickel, welche die eutektoide Zerfallstemperatur des Austenits in den Bereich unterhalb der Raumtemperatur senken. Werkstoffe mit Nickelgehalten von 15 bis 36 % werden auch unter der Bezeichnung Ni-Resist geführt. Die Eigenschaften der austenitischen Gusseisen hängen für den jeweiligen Anwendungsfall vom geeigneten Gefüge und den mechanischen Eigenschaften ab. Diese Eigenschaften sind von der Steuerung der Eisenzusammensetzung der jeweiligen Sorte und dem Fertigungsverfahren abhängig. Die Bilder 1 bis 3 zeigen Gefügeaufnahmen von austenitischem Gusseisen mit Kugelgrafit. Mit steigenden Chromgehalten wird zunehmend Karbid ausgeschieden, doch kann das Verhältnis zwischen Grafit- und Karbidanteil bei der Gussherstellung recht unterschiedlich sein.
Austenitisches Gusseisen mit Kugelgrafit ist in DIN EN 13835 genormt. Diese Europäische Norm behandelt die Sorteneinteilung von verschiedenen Gusseisen, die hauptsächlich aufgrund ihrer Eigenschaften hinsichtlich Hitze- und Korrosionsbeständigkeit verwendet werden. Typische Anwendungen für die verschiedenen Sorten sind in Anhang A der DIN EN 13835 enthalten.
Austenitisches Gusseisen wird heute fast ausschließlich im Elektroofen (Induktions- oder Lichtbogenofen) geschmolzen. Das Legieren erfolgt im Ofen. Die Magnesiumbehandlung wird nach den gängigen Verfahren durchgeführt, ebenfalls die Primär und Sekundärimpfung. Grundsätzlich ist zu beachten, dass hochnickelhaltige Schmelzen, insbesondere bei höheren Temperaturen, im Ofen leicht zur Gasaufnahme neigen. Daraus folgt, dass austenitisches Gusseisen so schnell wie möglich geschmolzen und gegossen werden soll. Die Gießtemperaturen liegen generell höher als die bei normalem GJS (bis 1500°C in Abhängigkeit der Wanddicke). Zur Überwachung der Gleichmäßigkeit der Schmelze empfiehlt es sich, von der thermischen Analyse Gebrauch zu machen. Auf jeden Fall ist die Gießtemperatur jeder Schmelze mit dem Thermoelement zu kontrollieren.
Voraussetzung für fehlerfreie Gussstücke aus austenitischem Gusseisen ist neben der besonderen Schmelztechnik eine einwandfreie Formtechnik. Grünsand- und Trockensandformen werden in ähnlicher Weise wie für unlegiertes Gusseisen mit Kugelgrafit verwendet. Auf die überragende Bedeutung der Formfestigkeit ist besonders hinzuweisen. Die Dichtheit der Gussstücke ist umso besser, je höher die Formhärte ist. Getrocknete oder chemisch gehärtete Formen erfüllen am besten die Bedingungen, die an starre Formen gestellt werden.
Da austenitisches Gusseisen sich bei der Abkühlung nicht umwandelt, können die Gussstücke unmittelbar nach dem Erstarren aus den Formen genommen werden. Gleiches gilt auch beim Erhitzen und Abkühlen, deshalb ist auch ein Härten und Vergüten wie bei anderen Gusswerkstoffen nicht möglich. Spannungsarmglühen und Weichglühen zur Verteilung der Carbide und zur Verringerung der Härte sind allerdings Stand der Technik.
Hinsichtlich der Schwindung verhält sich austenitisches Gusseisen in mancher Beziehung wie hochlegierter Edelstahlguss. Man rechnet mit einem Schwindmaß von etwa 1,6 bis 1,8 %, teilweise bei unbehinderter Schwindung können aber auch bis zu 2,2 % auftreten. In der Regel werden zur Fertigung von Gussstücken aus austenitischem Gusseisen mit Kugelgrafit daher besondere Modelle notwendig sein. Die verwendeten Kerne müssen sehr gute Zerfallseigenschaften aufweisen, damit sie keine Schwindungsbehinderung darstellen und somit ein Reißen der Gussteile vermieden wird. Auch ein wesentlich größerer Speisungsbedarf liegt gegenüber unlegiertem GJS vor, was sich letztlich auch auf das Anschnittsystem auswirkt. Als Faustformel kann angenommen werden, dass der Querschnitt der Anschnitte rund 50 % größer sein muss als bei unlegiertem GJS.
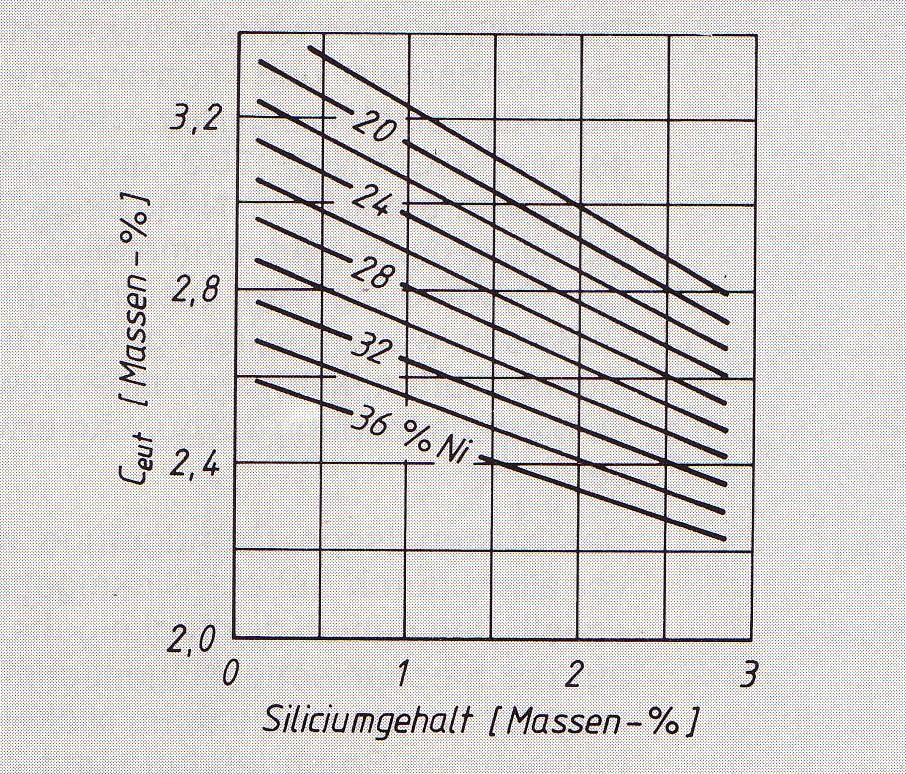
Die in der Norm genannten maximalen C-Gehalte sollten annähernd erreicht, nicht aber überschritten werden. Die Siliziumgehalte sind wegen des austenitischen Grundgefüges weniger kritisch als beim unlegierten Gusseisen, doch sollten sie so eingestellt werden, dass eine Grauerstarrung auch in dünnen Querschnitten gesichert ist. Für sehr dünnwandige Gussstücke wählt man den Siliziumgehalt nahe an der oberen Grenze und für sehr dickwandige Gussstücke nahe an der unteren Grenze gemäß DIN EN 13835. Der Kohlenstoffgehalt des Eutektikums der im unlegierten Eisen bekanntlich 4,3 % beträgt, wird mit steigenden Nickel- und Siliziumgehalten zu kleineren Werten verschoben (Bild 4). Der Phosphorgehalt soll normalerweise 0,08 % nicht überschreiten. Um im austenitischen Gusseisen mit Kugelgrafit eine knotenförmige Entartung des Grafits (s. Knötchengrafit) zu vermeiden, sollte die chemische Zusammensetzung folgender Bedingung (Glg. 1) entsprechen:
Glg. 1:
Die untere Konzentration der Austenitbildner sollte vor allem bei niedrig legierten Sorten nicht unterschritten werden, da gegebenenfalls unterhalb Raumtemperatur oder nach Kaltverfestigung (mechanische Bearbeitung) Martensitbildung (höhere Härte, schlechte Bearbeitbarkeit, Ferromagnetismus) auftreten kann. Um Weißerstarrung zu vermeiden, ist auf ausreichende Impfung zu achten.
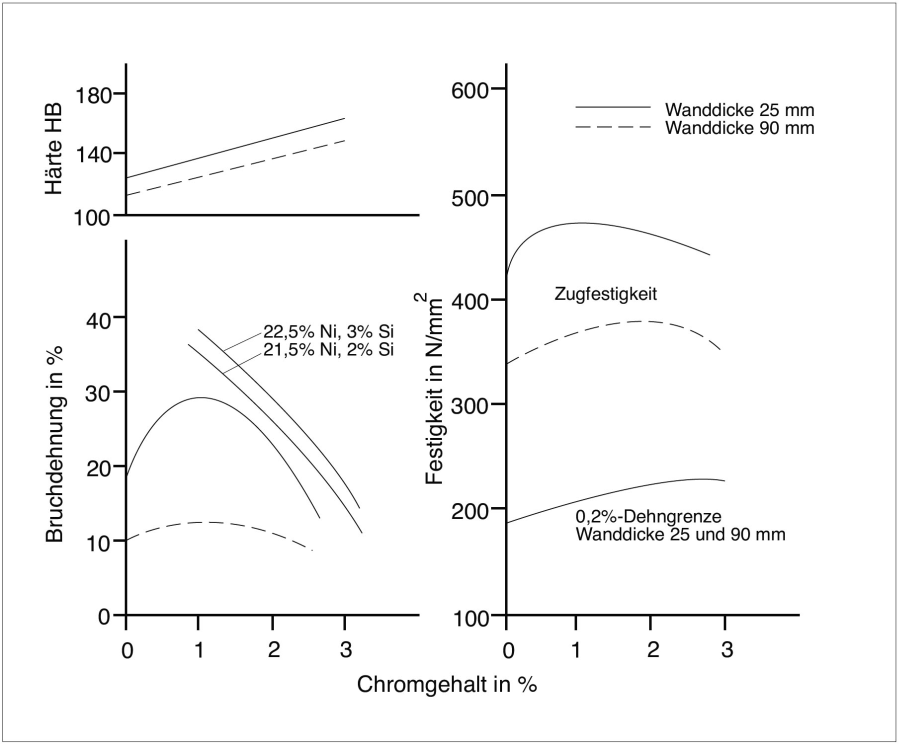
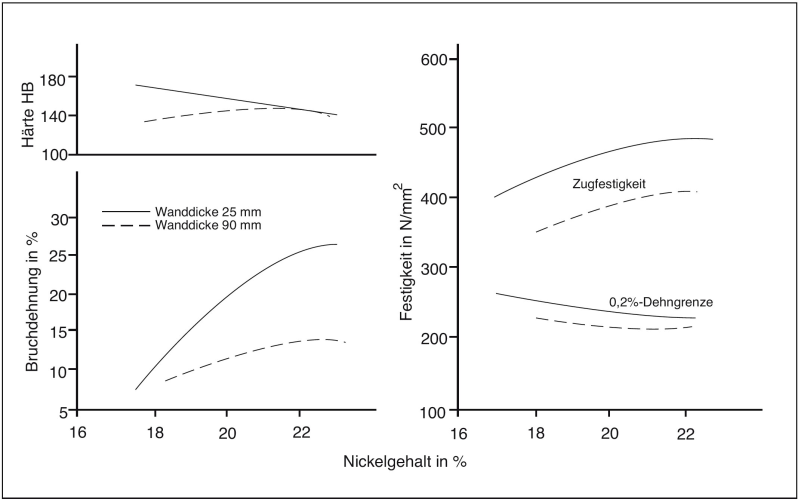
Das austenitischeGrundgefüge wird durch die Zugabe von Nickel, Mangan Kupfer und Chrom erreicht. Größere Zugaben von Chrom erhöhen die Festigkeit, Härte und Zunderbeständigkeit, die Schweißeignung wird verbessert und der Längenausdehnungskoeffizient nimmt ab. Bei dickwandigen Gussstücken sollte aufgrund der langsamen Abkühlungsgeschwindigkeit der Anteil an austenitstabilisierenden Elementen nicht an der unteren Grenze liegen. Die Bearbeitbarkeit wird mit abnehmendem Chromgehalt besser. Die Bilder 5 und 6 zeigen beispielhaft mechanische Eigenschaften in Abhängigkeit des Chrom- und Nickelgehaltes.
Sorten mit einem selbst nicht magnetisierbarem Grundgefüge werden bei Chromgehalten über 2,5 % zunehmend ferromagnetisch, da die ausgeschiedenen stark chromhaltigen Karbide ferromagnetisch sind. Nichtmagnetische Legierungen werden auch bei Nickelgehalten über 25 % wieder ferromagnetisch.
Molybdän ist kein festgelegtes Element, jedoch verbessert in austenitischen Gusseisensorten mit Kugelgrafit die Zugabe von 1 % Mo die Warmfestigkeit bei nur geringer Verminderung der Duktilität. Bruch- und Zeitstandfestigkeit werden durch die Zugabe von Molybdän günstig beeinflusst.
Weiterführende Stichworte:
Metallische Grundmasse von Gusseisen
Gefügeausbildung von Gusseisen