Gusseisen mit Kugelgrafit
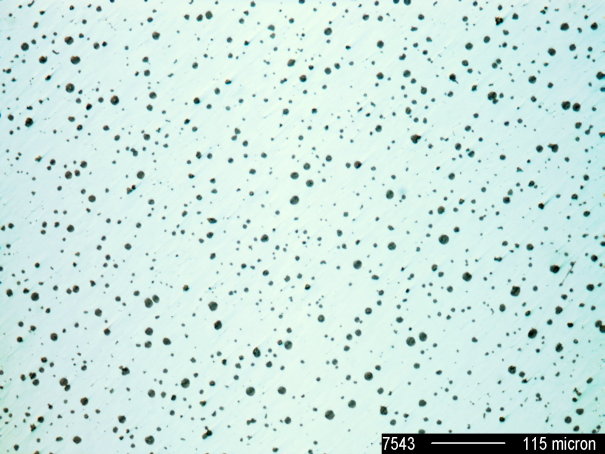
Gusseisen mit Kugelgrafit ist ein Eisen-Kohlenstoff-Gusswerkstoff, wobei der Kohlenstoff in Form von kugeligen Grafitpartikeln vorliegt (Bild 1). Es ist auch als duktiles Gusseisen bekannt.
Seine Eigenschaften sind vom Gefüge abhängig (s. Gefügeausbildung von Gusseisen). DIN EN 1563 definiert die Sorten und die entsprechenden Anforderungen an Gusseisen mit Kugelgrafit. Die Werte der mechanischen Eigenschaften dieser Werkstoffe gelten nur für in Sandformen gegossene Gussstück mit vergleichbarer Temperaturleitfähigkeit.
Die Norm legt eine Einteilung nach den mechanischen Eigenschaften fest, die an mechanisch bearbeiteten Proben, hergestellt aus getrennt gegossenen Probestücken, angegossenen Probestücken und aus dem Gussstück entnommenen Probestücken bestimmt werden.
Herstellung
Als Einsatzstoffe für das Erschmelzen des Basiseisens werden Roheisen, Stahlschrott und arteigenes Kreislaufmaterial verwendet. Da bereits beim Gattieren die Gefügeeigenschaften und damit letztlich die Qualität der Gussteile festgelegt werden, kommt der Auswahl des Roheisens und eines geeigneten Stahlschrottes besondere Bedeutung zu. Grundbedingungen sind niedrige Gehalte an Phosphor und Schwefel sowie solcher Begleitelemente, die einen ungünstigen Einfluss auf die Kugelbildung (sog. Störelement, wie Titan Ti, Arsen As, Blei Pb, Zinn Sn, Antimon Sb, Wismut Bi u. a.) und auf die Ausbildung der Metallische Grundmasse (sog. Karbidbildner, wie Chrom Cr, Molybdän Mo, Vanadium V, Mangan Mn) ausüben.
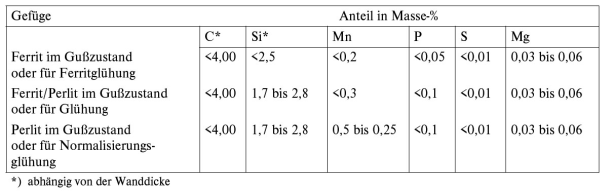
Ein weiteres Auswahlkriterium von Roheisen und Stahl ist der Mangan- und bei bestimmten Sorten (EN-GJS-400-18-LT) auch der Siliziumgehalt. Soll ferritischesGusseisen mit Kugelgrafit hergestellt werden, sollte der Mangan-Gehalt < 0,25 % betragen. Bei perlitisch/ferritischen bzw. rein perlitischen Sorten (EN-GJS-800-2) muss der Mangangehalt unter Beachtung der Wanddicke höher eingestellt werden. Anhaltswerte der chemischen Zusammensetzung von unlegiertem Gusseisen mit Kugelgrafit sind Tabelle 1 angegeben.
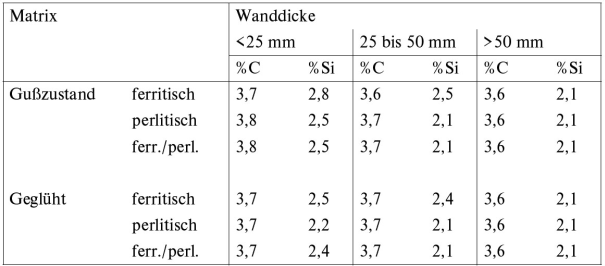
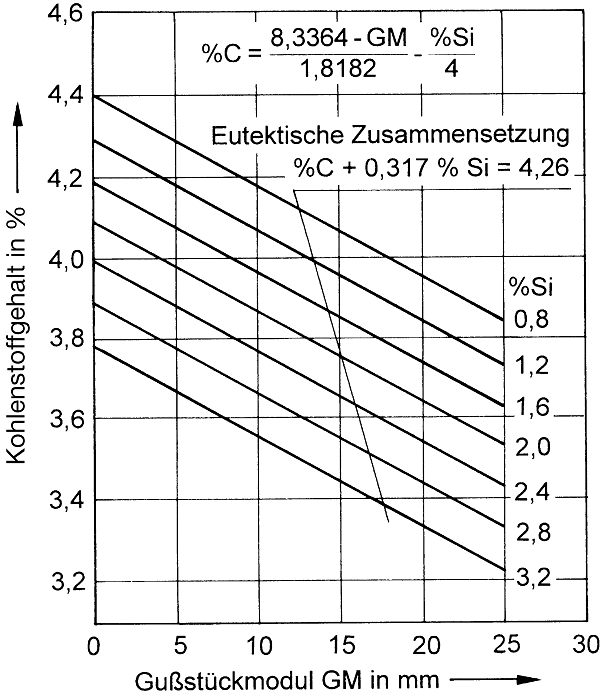
Grundsätzlich können die verschiedenen Sorten von Gusseisen mit Kugelgrafit sowohl im Gusszustand ohne Wärmebehandlung, als auch wärmebehandelt hergestellt werden. Bei der Herstellung im Gusszustand muss die chemische Zusammensetzung unter Berücksichtigung der Abkühlgeschwindigkeit in der Form bzw. der Gussstückwanddicke so eingestellt werden, dass je nach den Erfordernissen ein ferritisches, perlitisches oder ferritisch/perlitischesGefüge entsteht (Tabelle 2 und Bild 2).
Zur Herstellung einer Ausgangsschmelze (Basisschmelze) für die GJS-Erzeugung sind im Prinzip alle Schmelzaggregate für die Gusseisenerzeugung geeignet. In Abhängigkeit vom Schmelzaggregat wird jedoch eine unterschiedliche Schmelzequalität geliefert. Je nach Produktionsprogramm und den betrieblichen Gegebenheiten wird das Basiseisen für die Herstellung von Gusseisen mit Kugelgrafit überwiegend nach folgenden Verfahren erschmolzen: Schmelzen im Induktionstiegelofen (Simplex-Verfahren) Schmelzen im Kupolofen oder Lichtbogenofen, eventuell auch im Drehtrommelofen, anschließend Umsetzen in einen Induktionsofen (Tiegel- oder Rinnenofen) zur Analysen- und Temperaturkorrektur (Duplex-Verfahren) Die richtige Auswahl des Magnesium-Behandlungsverfahrens für den konkreten Anwendungsfall ist entscheidend für das Qualitätsniveau, die Wirtschaftlichkeit und den Produktionsablauf der GJS-Herstellung. In der Regel werden drei Verfahrensschritte erforderlich, die zum einen die kugelige Ausbildung des Grafits und zum anderen das angestrebte Grundgefüge bewirken: Entschwefeln MagnesiumbehandlungImpfen Beim Reinmagnesiumverfahren (Konverterverfahren) kann die Entschwefelung und Magnesiumbehandlung teilweise in einem Schritt erfolgen.
Große Bedeutung für eine erfolgreiche Magnesiumbehandlung hat der Ausgangsschwefelgehalt im Basiseisen. Dieser muss in Hinblick auf eine technisch und wirtschaftlich optimale Magnesiumbehandlung < 0,02 % sein, wenn die Magnesiumzugabe mit Vorlegierung erfolgt. Wird dagegen mit Reinmagnesium behandelt darf der Schwefelgehalt auch höher liegen, muss aber genau bekannt sein. Je größer er jedoch im Basiseisen ist, desto eher können Reaktionsprodukte, z.B. Magnesiumsulfid, als Einschlüsse im Gussstück verbleiben, eine Entschwefelung ist deshalb auch hier teilweise notwendig.
Wegen seiner geringen Dichte und seines niedrigen Siedepunktes ist das Einbringen von Magnesium in die Schmelze nicht ohne weiteres möglich. Das Problem des sicheren Einbringens wird daher durch ein Legieren des Magnesiums mit anderen Metallen (Nickel, Silizium, Kupfer) gelöst. Durch diese Überführung des Magnesiums in metallische Verbindungen wird der Dampfdruck beträchtlich erniedrigt, ein gefahrloses Arbeiten ist gewährleistet. Diese so genannten Magnesiumvorlegierungen werden vorwiegend nach dem Übergießverfahren oder Sandwich-Verfahren in die Schmelze eingebracht.
Vorlegierungen mit höheren Magnesiumgehalten (ca. 35 %) werden mit Hilfe von Tauchglocken in die bereits gefüllte Pfanne eingebracht. Reinmagnesium muss unter Zwang in geschlossenen Behandlungsgefäßen in die Schmelze eingebracht werden. Hier haben sich vor allem das Konverterverfahren nach Georg Fischer und der Einsatz einer Tauchbirne in der Praxis durchgesetzt. Das Inmold-Verfahren stellt insofern eine Besonderheit dar, als hierbei die Vorlegierung mit niedrigem Magnesiumgehalt in einer Reaktionskammer direkt in der Gießform angeordnet ist und das einlaufende, besonders schwefelarme Eisen mit der Vorlegierung zur Reaktion kommt. Kammergröße, Gießgeschwindigkeit und Auflösungsverhalten der Vorlegierung müssen sorgfältig aufeinander abgestimmt sein.
Nach der Magnesiumbehandlung muss zur Keimbildung ein so genanntes Impfen (s. d.) der magnesiumbehandelten Schmelze vorgenommen werden (eine Ausnahme bildet das Inmold-Verfahren, hierbei wird während der Behandlung geimpft). Die Einstellung eines günstigen Keimzustandes bewirkt neben der gezielten Grafitausscheidung (Anzahl, Größe der Sphärolithen) auch die Einstellung des gewünschten Grundgefüges und damit der gewünschten Eigenschaften.
Allgemeiner Gefügeaufbau
Die mechanischen Eigenschaften bei Gusseisenwerkstoffen werden nicht nur von der Matrix, dem Grundgefüge, sondern auch von der Art, Form und Verteilung des eingelagerten Grafits geprägt. Dabei verringern diese Grafiteinlagerungen die mechanischen Eigenschaften, wobei bei globulitischer Grafitausbildung die Kerbwirkung ein Minimum erreicht. Damit werden die mechanischen Eigenschaften von GJS im Gegensatz zu denen des GJL primär von der Matrix (metallische Grundmasse) beeinflusst. Gegenüber dem Gusseisen mit Lamellengrafit verbessern sich die Festigkeits- und Plastizitätseigenschaften sprunghaft.
Nach Abkühlung der Schmelze bis zur Liquidustemperatur beginnt die Erstarrung mit der Ausscheidung von Primäraustenit (γ-Eisen) in Form tannenbaumförmiger Kristalle (Dendriten). Bei Erreichung der eutektischen Temperatur scheiden sich aus der bis dann noch vorhandenen Restschmelze der eutektische Grafit und eutektischer Austenit aus, bis die Schmelze vollständig aufgezehrt bzw. erstarrt ist. Zum Lamellen- bzw. Kugelwachstum kommt es dadurch, dass im ersten Fall der Grafitkristall bevorzugt in der Längenrichtung (a-Achse), im zweiten Fall in der Dickenrichtung (c - Achse bzw. Basisfläche) wächst (Bild 3).
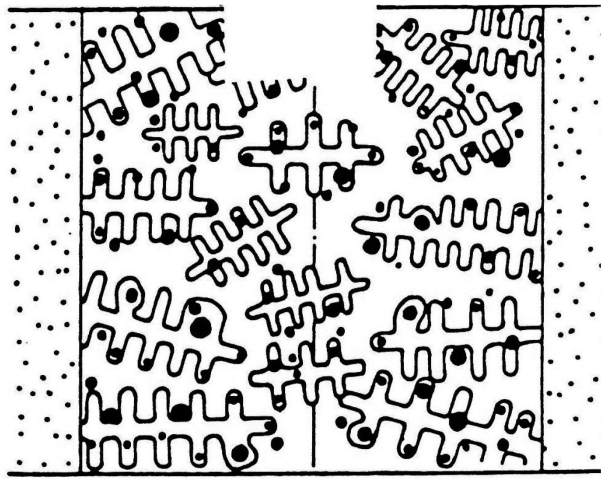
Der Erstarrungsablauf von Grauguss bzw. Gusseisen mit Kugelgrafit unterscheidet sich - abgesehen von der Grafitform - in zwei weiteren wichtigen Punkten: Grauguss erstarrt überwiegend schalenbildend, Gusseisen mit Kugelgrafit dagegen breiartig (Bild 4). Bei schalenbildender Erstarrung wächst eine Erstarrungsfront nach innen und zehrt die Restschmelze im Zentrum schalenbildend, schichtenweise auf.
Der breiartige Erstarrungstypus ist genau das Gegenteil davon. Die Schmelze stockt wie ein Brei, indem sich überall in der Schmelze Kristalle ausscheiden, deren Größenwachstum die Schmelze aufzehrt, es bildet sich keine ausgeprägte Erstarrungsfront.
Bei Gusseisen mit Kugelgrafit ist die eutektische Grafit- und Austenitausscheidung zeitlich und örtlich stark entkoppelt. Zu Beginn der eutektischen Erstarrung überwiegt der Austenit und es kommt daher zuerst zu einer Erstarrungsschrumpfung, erst später, wenn die Grafitausscheidung voll eingesetzt hat, überwiegt die Ausdehnung. Die eutektische Grafitausscheidung beginnt an Kristallisationskeimen. Bei Gusseisen mit Kugelgrafit ist die Grafitkugelzahl der Keimzahl gleichzusetzen. Abgesehen von Abweichungen der Grafitkugelausbildung von der Idealform VI, gibt es daher nur die Kugelzahl und -größe als weitere Gefügekennwerte für die Grafitausbildung.
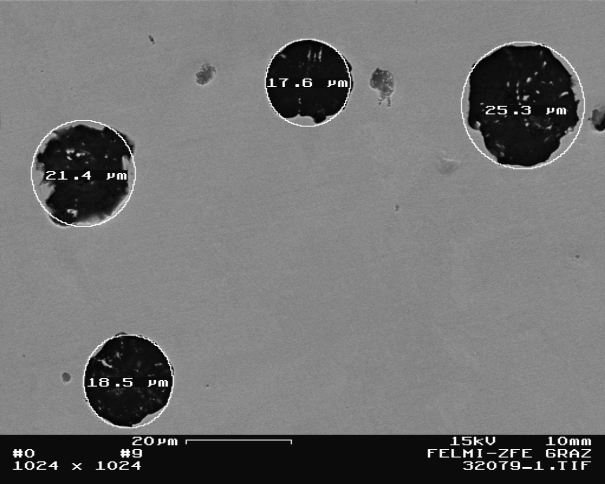
Der Grafitausbildung im Gusseisen mit Kugelgrafit ist weitestgehend vom freien Kohlenstoffgehalt, von den Abkühlungsbedingungen (Wanddicke, Formstoff, Formmaterial) und von den jeweiligen Kristallisationsbedingungen abhängig. Die Kristallisation verläuft unter Bildung von eutektischen Körnern, in denen der Grafit in zusammenhängender Raumform vorliegt. Günstige Keimbildungsbedingungen und hohe Abkühlraten erhöhen die Anzahl der Körner (Keime) und bedingen eine feinere Ausbildung. In Tabelle 3 sind die für eutektisches Gusseisen aus dem Eisen-Kohlenstoff-Zustandsdiagramm abgeleiteten Grafitmengen bei verschiedenen Temperaturen angegeben.
Man sieht, dass die Grafitmenge im Gefüge selbst unter Gleichgewichtsbedingungen im Verlauf der Abkühlung von der Erstarrung zur eutektoiden Umwandlung erheblich zunimmt und dass bei einer völlig ferritischen Umwandlung des Austenits am meisten Grafit ausgeschieden wird. Aus einem an Kohlenstoff übersättigten Austenit wird sich während der Ferritbildung noch mehr Grafit ausscheiden, oder bei einer Umwandlung zu Perlit werden sich erhöhte Anteile an Zementit bilden.
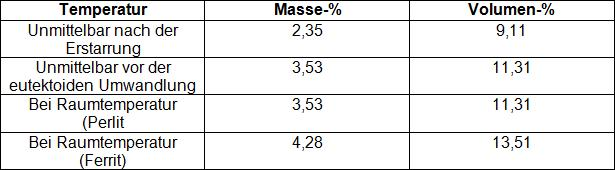
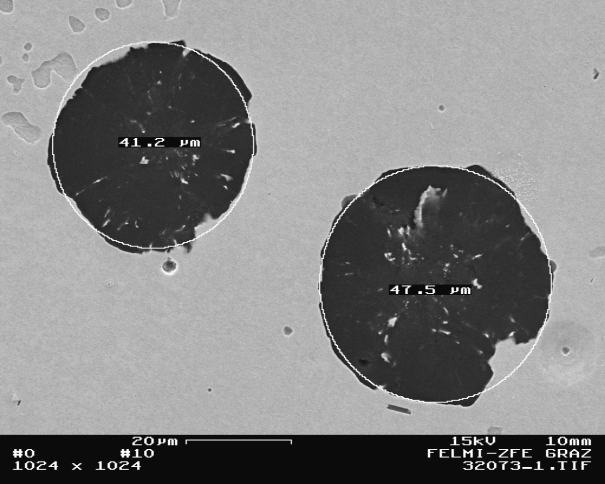
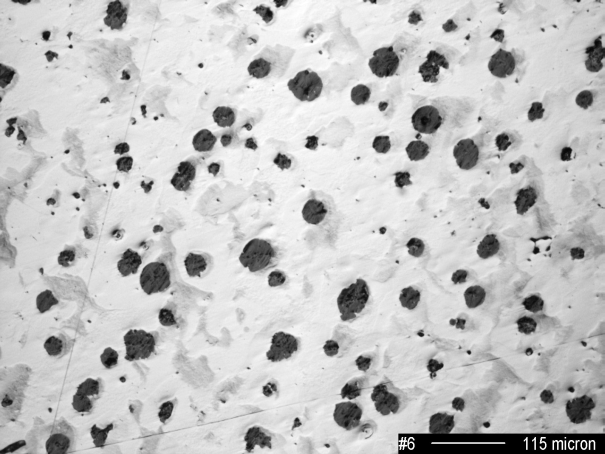
Die Grafitform selbst wird aber davon wenig bis gar nicht beeinflusst, so dass die im folgenden beschrieben Merkmale des Grafits allgemein für alle Qualitäten (unlegiert, legiert , zwischenstufenvergütet, wärmebehandelt usw.) gelten.Natürlich enthalten Gusseisenlegierungen immer eine ganze Reihe von Begleitelementen, die z. B. aus dem Roheisen, dem Stahlschrott usw. in die Schmelze eingetragen werden. Unter diesen Elementen gibt es einige, die die Bildung des Kugelgrafits stören, wenn sie bestimmte Grenzgehalte überschreiten. Es entstehen dann so genannte Grafitentartungen, die die Werkstoffeigenschaften stark beeinträchtigen und zum Ausschuss führen können. Diese Ausbildungsformen werden in einem späteren Kapitel separat behandelt. Gleiches gilt für zu hohe oder zu niedrige Restmagnesiumgehalte.Durch den bei Gusseisen mit Kugelgrafit im Vergleich zu GJL, nicht mehr vordergründigen Einfluss des Grafits, optimale Keimbildungsbedingungen vorausgesetzt, lassen sich durch entsprechende Einstellungen der Grundmasse auch die mechanischen und dynamischen Eigenschaften in weiten Grenzen variieren. Die bekannte Tatsache, dass sich die Kugelzahl erhöht, wenn die Wandstärke sich verringert zeigen die Bilder 5 bis 7.
Metallische Grundmasse
Die Steuerung der Ausbildung der Grundmasse beruht auf der Einzigartigkeit des Dualsystems Eisen-Kohlenstoff, welche die Eisenwerkstoffe zu den mit Abstand bedeutendsten metallischen Werkstoffen überhaupt gemacht haben. Es sind dies die: Umwandlung des kubisch-flächenzentrierten Austenitgitters in das kubisch raumzentrierte des Ferritgitter und die Unlöslichkeit von Kohlenstoff im Ferrit, was zu einer Ausscheidung von Kohlenstoff führt und demzufolge die Ausscheidung des Kohlenstoffs sowohl als Grafit als auch als Eisenkarbid ermöglicht. Dadurch können bei Gusseisen im Prinzip fünf verschiedene Umwandlungsprodukte bzw. die entsprechenden Grundmassen entstehen:
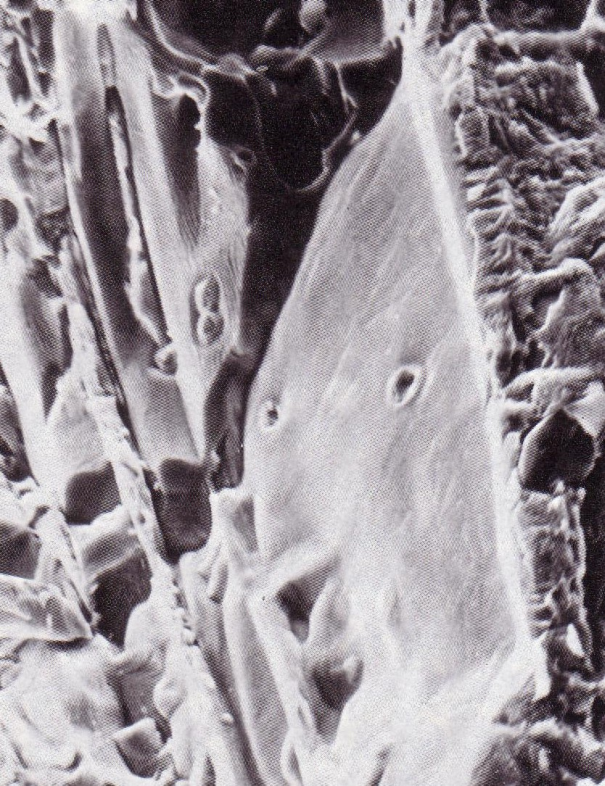
1. Ferrit (Bild 8), wobei hier die Umwandlung des Austenits nach dem stabilen System vonstatten geht. Dies stellt im mikroskopischen Maßstab des Gefüges eine Langstrecken-Diffusion dar. Sie erfordert relativ lange Zeiten und/oder hohe Temperaturen. Eine ferritische Matrix lässt ein Maximum an Zähigkeit, thermische Beständigkeit und gute Bearbeitbarkeit erwarten.
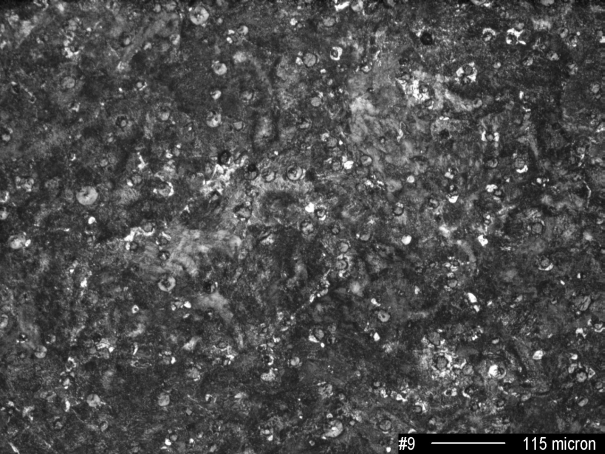
2. Perlit (Bild 9), bei dem sich der Kohlenstoff als Zementit in Form von Lamellen neben Ferrit ausscheidet. Diese Umwandlung im metastabilen System zu Perlit entspricht einer Mittelstrecken-Diffusion des Kohlenstoffs. Der Abstand der Lamellen wird immer geringer, je tiefer die Temperatur liegt.
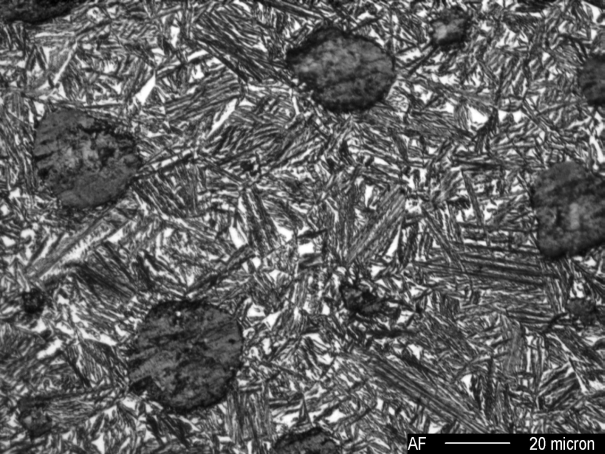
3. Ausferrit (Bild 10), unterhalb von 400 bis 500 °C ist die o. e. Art der Umwandlung nicht mehr möglich, sondern es findet eine Kurzstrecken-Diffusion statt, bei der zunächst nur Ferrit entsteht. Der aus dem Ferrit verdrängte Kohlenstoff reichert sich im Austenit an, dessen Kohlenstoffgehalt dabei bis auf 2 % ansteigen kann. Dadurch wird der Austenit bis zu tiefen Temperaturen stabilisiert, und es entsteht ein Gefüge aus einem Gemisch aus feinnadligem Ferrit und Austenit. Dies ist das bei ADI angestrebte Gefüge. Eine wesentliche Voraussetzung für den Erfolg dieser Maßnahmen zur Verbesserung der Kombinationen von Festigkeit und Zähigkeit ist eine einwandfreie Ausbildung des Erstarrungsgefüges.
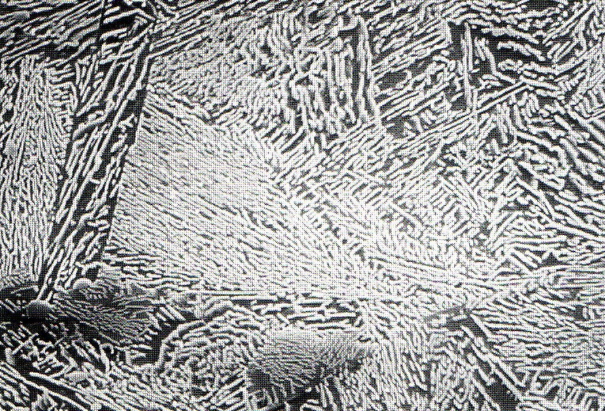
4. Bainit (Bild 11), welcher nach längeren Haltezeiten im Temperaturbereich zwischen 400 und 240 °C entsteht, weil sich der kohlenstoffreiche Austenit im Ausferrit zu Ferrit und Karbidnadeln entmischt und so der von Stahl her bekannte Bainit entsteht. Bei ADI ist dieses Gefüge unerwünscht.
5. Martensit (Bild 12) entsteht durch eine diffusionslose Umwandlung des Austenits. Die Ausscheidung von Karbiden wird unterdrückt und der an Kohlenstoff übersättigte α-Mischkristall tetragonal verzerrt. Unterhalb von etwa 240 °C ist überhaupt keine Kohlenstoffdiffusion mehr möglich, das Austenitgitter klappt ohne Diffusion um. Diese Umwandlungsvorgänge des Austenits können gezielt durch eine Wärmebehandlung und/oder durch Legierungselemente beeinflusst werden.
Erstarrungsgefüge
Reale Legierungszusammensetzungen und unter Ungleichgewichtsbedingungen ablaufende Erstarrungs- und Umwandlungsvorgänge führen zu Veränderungen gegenüber den Gleichgewichtsgefügen. So werden unter Praxisbedingungen Gefüge gebildet die das Zustandsschaubild Eisen-Kohlenstoff nicht ausweist.
Das Erstarrungsgefüge von Gusseisen ist auf Grund der möglichen Zusammensetzung (vom untereutektischem bis in den übereutektischen Bereich) durch Primärkristallisation und die eutektische Kristallisation gekennzeichnet, die in Abhängigkeit der Legierungszusammensetzung und den Abkühlungs- und Keimbildungsbedingungen stabil oder metastabil verläuft. Somit umfasst das Erstarrungsgefüge die Menge, die Größe, die Form und die Verteilung des Grafits, das Ausmaß, die Menge und die Verteilung der Seigerungen von Legierungselementen, freie Karbide, sowie die Menge, die Größe, die Anzahl, die Verteilung und die Art der Hohlräume (Mikrolunker, Risse, Poren) und der nichtmetallischen Einschlüsse wie beispielsweise Schlacken (s. Schlackeneinschlüsse).
Dieses Gefüge ist in technischen Gusseisenwerkstoffen immer vorhanden, das Ausmaß hängt von der Art und Weise der Schmelzeführung, der Einsatzstoffe, der Legierung und nicht zuletzt vom Design des Gussteils (Wanddicke) ab. Es führt nicht zum Ausschuss, kann aber im ungünstigen Fall die mechanischen Eigenschaften des Werkstoffes negativ beeinflussen.
Diese Primärstruktur kann man nachträglich so gut wie nicht mehr ändern, ausgenommen beim Zerfallsglühen der freien Karbide (s. Karbidzerfallsglühen), das von großer technischer Bedeutung vor allem beim Kokillen- und Schleuderguss ist. Selbst eine optimierte Grundmasse (Perlit/Ferrit-Verhältnis, Feinheit des Perlits) kann ein ungünstig ausgebildetes Primärgefüge nicht mehr kompensieren.
Weiterführende Stichworte:
Metallische Grundmasse von Gusseisen
Gefügeausbildung von Gusseisen