Kaltriss
Gussfehler der eine Materialtrennung, hervorgerufen durch mechanische oder dynamische Überbeanspruchung nach sich zieht.
Man unterscheidet Kalt- und Heißriss (auch Warmrisse bzw. Erstarrungsrisse genannt), je nach Temperaturbereich, in dem sie bei der Herstellung oder Formgebung des Werkstückes entstanden sind.
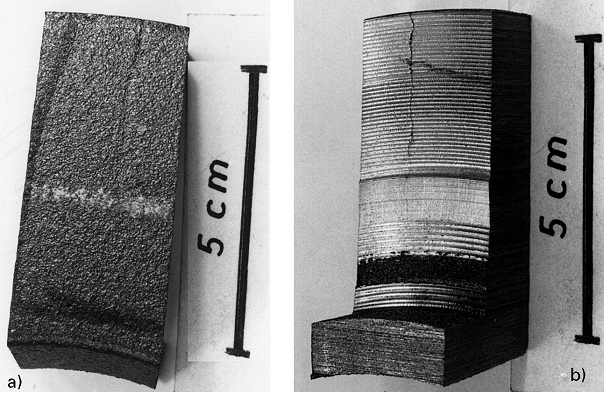
Beim Kaltriss wird der Werkstoffverbund durch eine deutlich sichtbare Spalte getrennt (Bild 1). Die scharfen Ränder begrenzen einen gut sichtbaren Bruch, meist über den gesamten Querschnitt.
Kaltrisse müssen nicht ausschließlich im kalten Zustand entstehen, doch unterscheiden sie sich ursächlich vom Heißrissen, die sich nur im Solidusbereich bilden, solange noch etwas Schmelze vorhanden ist. Kaltrisse treten also nur im festen Zustand auf, sind mit freiem Auge zu erkennen und führen in der Regel zum Ausschuß des Gussteiles.
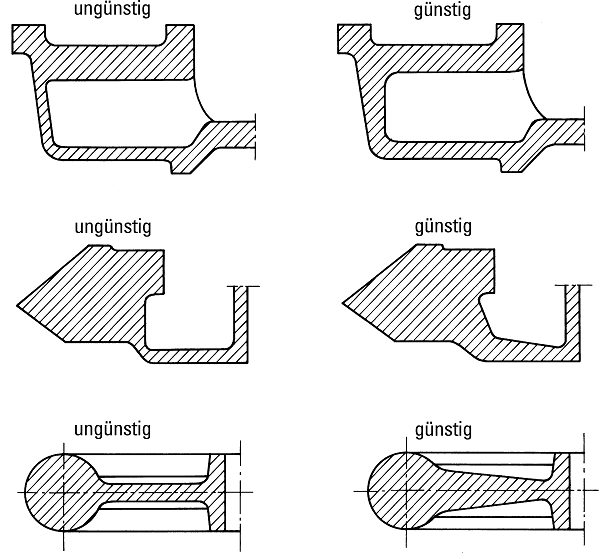
Kaltrisse entstehen dann, wenn die im betreffenden Gussstück aufgetretenen Spannungen größer sind als die Festigkeit des Werkstoffes. Diese kritischen Spannungen entstehen in Gussstücken in aller Regel durch eine Schwindungsbehinderung des Werkstoffes nach der Erstarrung, z. B. durch ungünstige Konstruktionen (Bild 2) oder ungeeignete Wanddickenübergänge.
Für Kokillenguss sind folgende typischen Ursachen für Kaltrisse zu nennen:
- Ziehen der Kerne und Öffnen der Kokille geschieht zu spät
- unsachgemäße Formkühlung und damit ungleiche Abkühlverhältnisse
- zu schroffe Querschnittsübergänge
Für Gussteile welche im Sandguss hergestellt werden gelten unabhängig vom Werkstoff sinngemäß die gleichen Entstehungsursachen wie beispielsweise Schwindungsbehinderung durch zu stark verdichteten Formstoff und/oder zu feste Kerne oder falsche Wahl des Kernformverfahrens für den jeweiligen Werkstoff. Auch hier spielen optimale Wanddickenverhältnisse und demzufolge günstige, gleichmäßige Abkühlungsbedingungen eine entscheidende Rolle zur Vermeidung der Kaltrissempfindlichkeit.
Auch die Wahl der Legierung sowie eine unsachgemäße Veredelung können Auswirkungen auf die Schwindungsrisse haben, genauso wie das Abschrecken nach einer Wärmebehandlung in ungeeigneten Medien (z. B. zu kaltes Wasser) oder ungleichmäßiges Abschrecken.
Überprüfung von konstruktiven Maßnahmen (gleichmäßige Wanddicken, gleichmäßige Abkühlung, wenig Schwindungsbehinderung, keine schroffen Übergänge) und eine Verbesserung aller fertigungstechnischen Maßnahmen für alle Gießverfahren helfen, Kaltrisse zu vermeiden.