Mehrstufen-Vakuumverfahren
Verfahren zur Evakuierung des Formhohlraums beim Druckgießen.
Die Aufgabe des Vakuumsystems an einer Druckgießanlage besteht darin, eine bestimmte Luftmenge innerhalb kürzester Zeit aus dem Formhohlraum und der Gießkammer zu evakuieren. Dadurch werden Lufteinschlüsse im Druckgussteil vermieden. Herkömmliche Verfahren saugen die Luft ausschließlich über ein oder mehrere Entlüftungsventile mit relativ geringem Leitungsquerschnitt direkt an der Druckgießform ab.
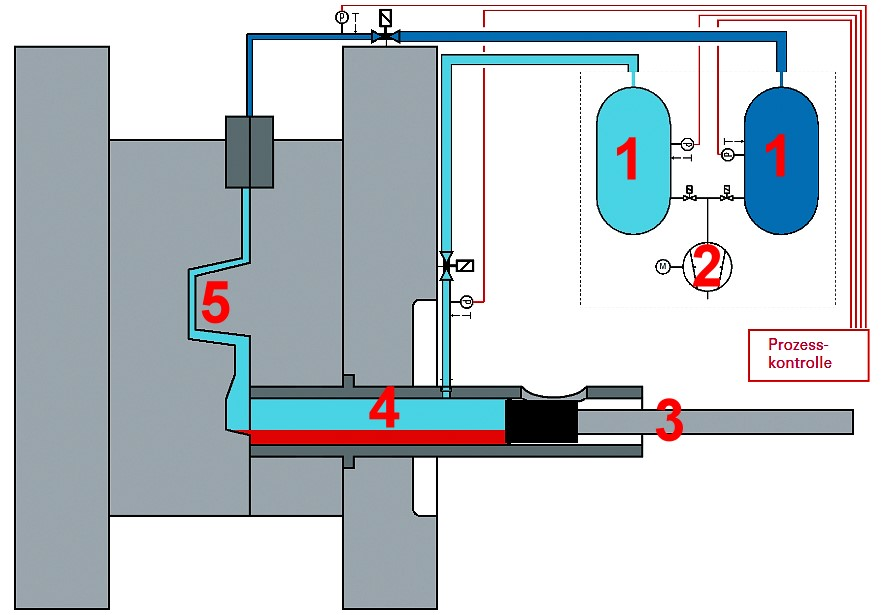
Bei dem Mehrstufen-Vakuumverfahren (z. B. dem Vacu2-System von Firma Pfeiffer Vacuum, Prinzipskizze in (Bild 1) werden die Gießkammer und Formhohlraum in zwei Stufen evakuiert.
Während der ersten Stufe wird die Luft über einen großen Leitungsquerschnitt direkt an der Gießkammer abgesaugt. Dadurch kann der gewünschte Enddruck in der Gießkammer und in der Form innerhalb kürzester Zeit erreicht werden. In der zweiten Evakuierungsstufe wird wie bei den herkömmlichen Vakuum-Verfahren an der Form abgesaugt. Da der gewünschte Druck bereits in der ersten Stufe erreicht ist, dient der zweite Schritt zum Halten des Drucks durch das Abpumpen von Luft, die durch Leckage in die Form gelangt ist.
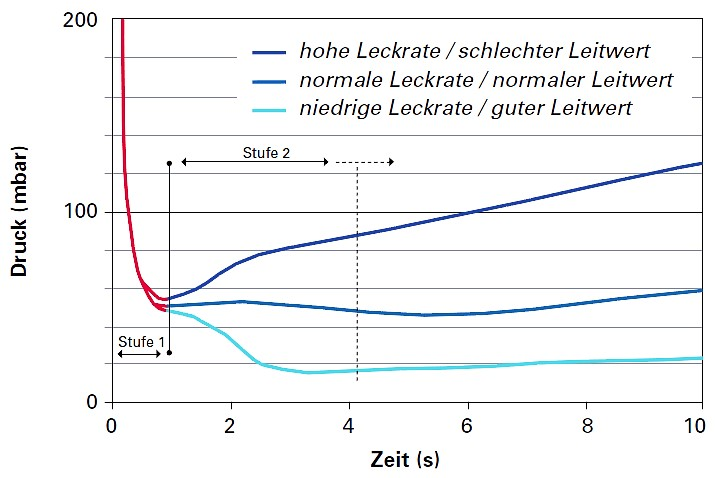
Der Druckverlauf beim Zweistufenverfahren unterscheidet sich völlig von dem des Einstufenverfahrens (Bild 2). Behältervolumen, Ausgangsdruck und Anschlussquerschnitte sind für die erste Stufe so ausgelegt, dass - im Gegensatz zu den bestehenden Verfahren - ein Gleichgewicht zwischen Behälter und Formhohlraum hergestellt wird und bereits nach 0,5 bis 1,0 Sekunden ein Absolutdruck von etwa 50 mbar im Formhohlraum erreicht werden kann. Bei solch schnellen Vorgängen fällt die Leckrate kaum ins Gewicht.
Die Druckkurven unterscheiden sich im Bereich der ersten Stufe nur marginal (Bild 2). Bedeutender Wärmeaustausch findet ebenfalls nicht statt, sodass adiabatische Zustandsänderungen der Gase angenommen werden können. Den erheblichen Temperaturveränderungen, die bei einer adiabatischen Expansion entstehen, muss natürlich Rechnung getragen werden (Bild 3, Stufe 1). Der Startwert - zu Beginn der zweiten Stufe - unterbietet die klassischen Verfahren. Da fast die gesamte Luftmenge bereits in der ersten Stufe entfernt wurde, ist die zweite Stufe nur noch in zweiter Ordnung vom Volumen und von der verfügbaren Zeit beeinflusst. Je größer das Teilevolumen des Gussteiles und je geringer die restliche verfügbare Zeit ist, umso weniger verändern sich die Druckwerte (Bild 3, Stufe 2).
Während der zweiten Evakuierungsstufe ändert sich das Druckniveau langsamer als in der ersten Stufe. Es kann sowohl steigen als auch fallen, je nach Leckrate und Leitwert des Gesamtsystems. Enddrücke von 20 mbar wurden in der Praxis bereits erreicht (Bild 2). Wichtiger noch als der Absolutwert ist jedoch der stabile Verlauf der Druckkurve. Variationen der Prozesskonditionen führen nur zu kleinen Veränderungen im erreichten Vakuum. Mit einer Einflussanalyse konnte nachgewiesen werden, dass Veränderungen in einer Stufe von der jeweils anderen Stufe gedämpft werden. Durch diese veränderten Abhängigkeiten werden Formen mit höheren Leckraten, Formen mit Schiebern, Formen mit weniger aufwendigen Abdichtungen oder Formen mit sehr großem Volumen prinzipiell dem Vakuumgießen zugänglich gemacht.
Die Prozesskontrolle erfolgt über Druckmessungen an verschiedenen Stellen zu unterschiedlichen Zeitpunkten des Gießprozesses. Diese Daten werden in der Steuerung zu prozessrelevanten Daten verarbeitet und erlauben somit eine genaue Aussage über den aktuellen Zustand des Systems. Bei Über- oder Unterschreitung von durch den Druckgießer definierbaren Grenzwerten reagiert das System mit Warnmeldungen, womit der Ausschuss deutlich reduziert werden kann.
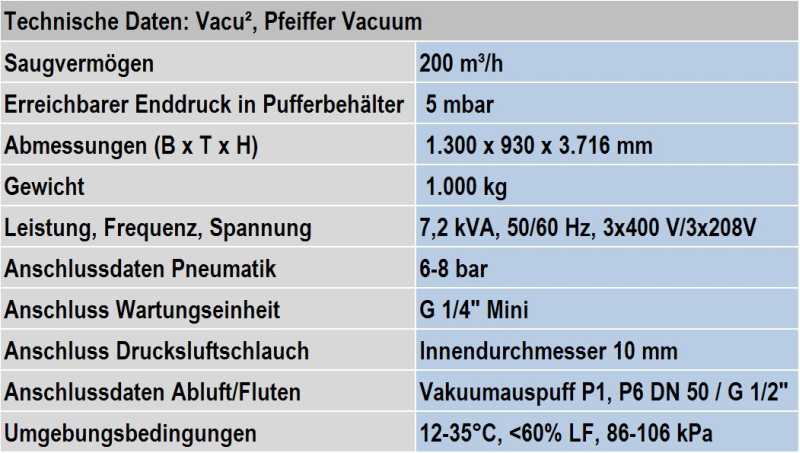
Ein Mehrstufen-Vakuumsystem Vacu2 des Herstellers Pfeiffer Vaccum ist in Bild 4 dargestellt. Deren technische Daten für die Standard-Ausführung sind in Tabelle 1 angeführt.