Rauhe Oberfläche
Gussfehler der bei allen, bevorzugt jedoch bei den im Sandformverfahren (s. Sandform, Sandguss) hergestellten Gussteilen, unabhängig vom Werkstoff auftreten kann.
Eine rauhe Oberfläche ist mit freiem Auge zu erkennen (Bild 1), sie tritt hauptsächlich in Anschnittbereichen und an Stellen hoher thermischer Belastung auf.
Der Fehler stellt sich in einer rauen Ausbildung der Gussoberfläche dar, wobei die Rauheit innerhalb der Größenordnung der Sandkörnung liegt. Gelegentlich findet man vereinzelt auch noch eingeschlossene Sandkörner in der Gussoberfläche vor. Rauheit führt in der Regel nicht direkt zum Ausschuß, ist aber eindeutig eine Qualitätseinbuße und wird heute vom Kunden kaum noch toleriert. Bei Sicherheitsbauteilen, die dynamischen Belastungen ausgesetzt sind, führt der Fehler zum Ausschuss.
Rauheit ist als Vorstufe der Gussfehler angebrannter Sand, Penetration und Vererzung anzusehen und gibt somit ernstzunehmende Hinweise zur Einleitung entsprechender Maßnahmen.
Maßgeblichen Einfluss auf die Oberflächengüte von Sandgussteilen übt die Sandkörnung derart aus, dass gröbere Kornfraktionen zu raueren Oberflächen führen.
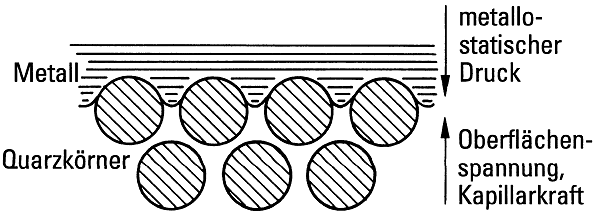
Eine schematische Darstellung der Verhältnisse an der Grenzfläche Metall/Form zeigt Bild 2. Demnach besteht ein Gleichgewicht zwischen den Kapillarkräften des Formstoffes (Gasdurchlässigkeit), der Oberflächenspannung, der Benetzbarkeit und dem metallostatischen Druck. Überwiegt der metallostatische Druck, dringt Schmelze in die Poren an der Oberfläche ein. Die Kapillarkräfte, die im Wesentlichen dem eindringenden Metall entgegenwirken, sind umso größer, je kleiner der Porenradius ist.
Daraus ergibt sich die Abhängigkeit der Rauhtiefe vom metallostatischen Druck, wobei nach W. Tilch folgende Begriffe ableitbar sind:
Rauheitsdruck
kritische Druckgröße, bei der die Oberfläche der Schmelze in die Oberflächenporen der Formwand einzudringen beginnt, d. h., bei der eine Rauheit erstmals sichtbar auftritt, er führt zur Erhöhung der Rauhtiefe, er entspricht der Differenz zwischen wirksamen Druck und Rauheitsdruck
Penetrationsdruck (s. Penetration)
Überwiegt der metallostatische Druck gegenüber den entgegengesetzt wirkenden Kräften, dringt das Metall zwischen die Sandkörner der Formwand ein und kann nach Überschreitung eines kritischen Wertes (Penetrationsdruck) zur Penetration führen.
Die Rauheit einer Oberfläche kann z. B. mit dem Tastschrittverfahren bestimmt werden. Dabei wird die Oberfläche eines Bauteils mit einer Diamantspitze abgetastet. Die Bewegung der Nadel wird induktiv erfasst. Durch entsprechende Filterung der gemessenen elektrischen Signale kann direkt der Rz-Wert der Oberfläche bestimmt werden.
Für Gussoberflächen ist die Rauheit ein Merkmal der Gussstückqualität (s. a. Oberflächengüte).
Weiterführende Stichworte:
Formsandbedingte Gussfehler
Formsandprüfung
Oberflächenrauheit
Rauheit