Säulenzieheinrichtung
Einrichtung zum Verfahren der Säule an einer Druckgießmaschine.
Um große oder auch sperrige Druckgießformen (z. B. bei weit auskragenden Kernzügen) aufspannen zu können, lassen sich bei den meisten Maschinen die oberen beiden Säulen ausziehen.
Bild 1 zeigt ein Beispiel für das Ausziehen der Säulen. Dazu wird die Säulenmutter an der festen Aufspannplatte entfernt und der Flansch an der Formhöhenverstellung gelöst. Im nächsten Arbeitsschritt wird die Säule an der beweglichen Aufspannplatte wieder fest geklemmt. Dadurch wird beim Zurückfahren der beweglichen Aufspannplatte nun die Säule nach hinten mit genommen und aus dem Formbereich gezogen.
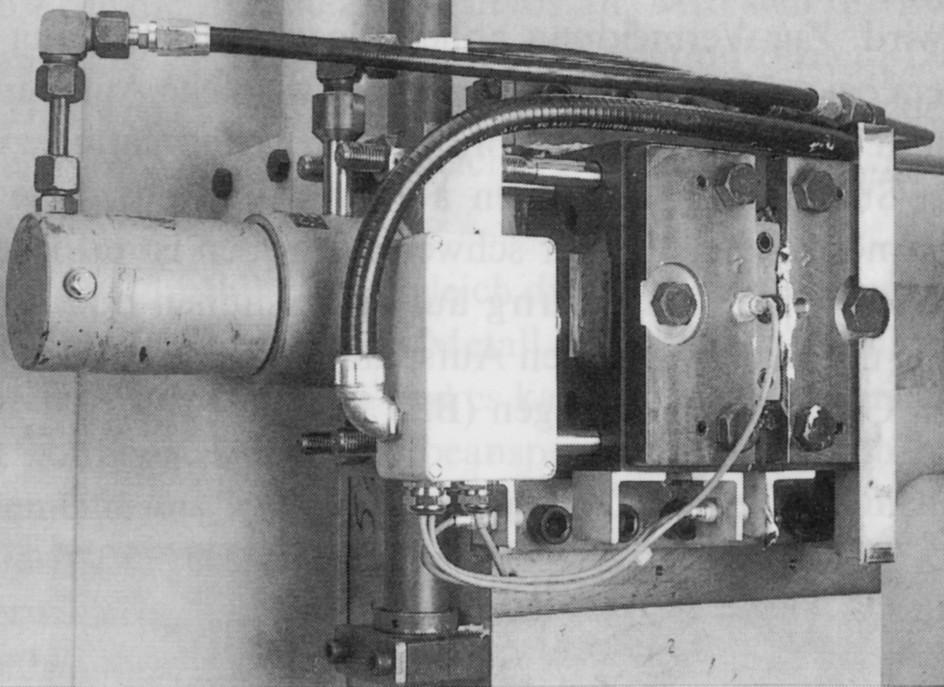
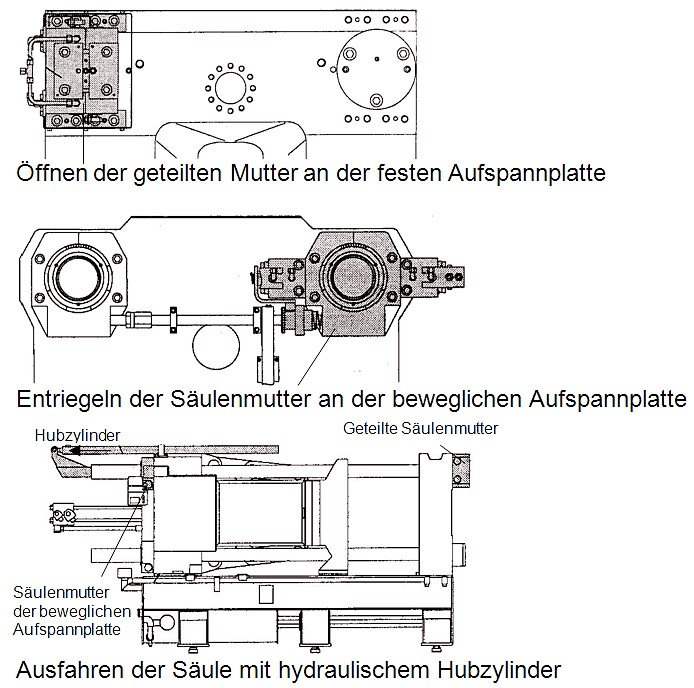
Bei automatischen Säulenzieheinrichtungen sind die Säulenmuttern an der festen Aufspannplatte geteilt ausgeführt (siehe Bild 2, Bühler AG). Zuerst wird durch einen hydraulischen Betätigungszylinder die geteilte Säulenmutter geöffnet. Danach wird die Säulenmutter der beweglichen Aufspannplatte entriegelt. Die frei gewordene Säule wird dann durch einen hydraulischen Hubzylinder am Schließteilende so weit zurückgezogen, bis die Druckgießform ungehindert aufgespannt werden kann. Um einen sicheren Ablauf zu gewährleisten sind sämtliche Bewegungen elektrisch verriegelt und deren Endlagen werden durch Endschalter überwacht.
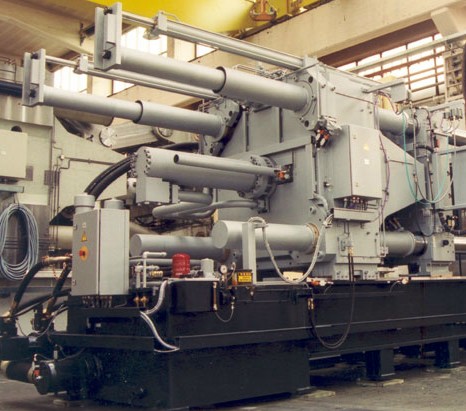
Das Schema und der Ablauf einer automatischen Säulenziehvorrichtung ist in Bild 3 (Bühler AG) dargestellt, Bild 4 (Bühler AG) und Bild 5 zeigen Ausführungsbeispiele an Kaltkammer-Druckgießmaschinen.