Schweißen von Aluminium
Schweißkonstruktionen aus Gusswerkstoffen oder Mischkonstruktionen aus Guss- und Knetwerkstoffen sind Stand der Technik, z. B. um Leichtbau in der Karosserie zu realisieren oder um Großkonstruktionen in Energieanlagen aufzubauen. Hierbei werden die Vorteile der Gießtechnik, insbesondere der Gestaltungsfreiraum und die fertigungssichere Schweißtechnik miteinander genutzt.
Die physikalischen, chemischen und mechanischen Eigenschaften des Aluminiums ergeben ein besonderes Schweißverhalten, das von dem der Eisenwerkstoffe abweicht. Besonders die an der Oberfläche befindliche stabile Oxidschicht muss entfernt oder aufgerissen werden, um einwandfreie Schweißverbindungen zu erhalten. Beim Schutzgas-Lichtbogenschweißen (s. Schutzgas-Schweißverfahren) wird diese Oxidschicht durch den Reinigungseffekt des ionisierten Schutzgases zusammen mit der Wirkung der vom Werkstück zur Elektrode fließenden Elektronen entfernt. Für das großtechnische Schweißen von Aluminiumgussteilen wird heute vielfach das MIG-Verfahren aufgrund der dabei zu erzielenden hohen Vorschubgeschwindigkeiten (bis 6 m/min) verwendet.
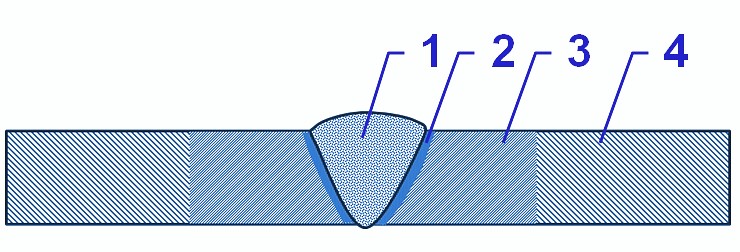
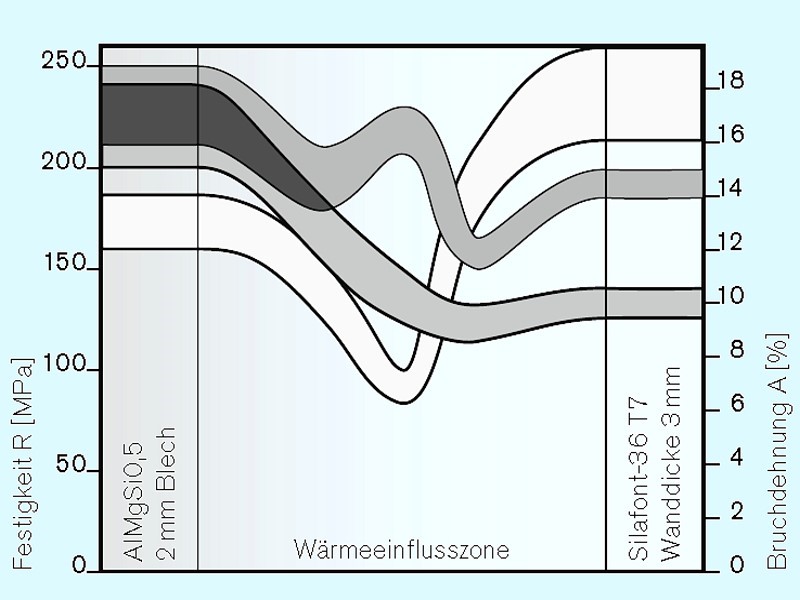
Trotz des niedrigen Schmelzbereiches, verglichen mit Eisenwerkstoffen, verlangt das Schweißen von Aluminium wegen der hohen Wärmeleitfähigkeit und Schmelzwärme etwa die gleiche Wärmemenge. Das Schwinden des Aluminiums beim Erstarren und Abkühlen führt vermehrt zu Schweißrissen, Verzug und Eigenspannungen. Grundsätzlich verändern sich die Werkstoffeigenschaften in Umgebung der Schweißnaht (Bild 1, Bild 2).
Die Vermeidung von Nahtanhäufungen, eine Werkstückvorwärmung oder nachträgliches Kugelstrahlen können die Spannungen etwas verringern. Ein wesentlicher Abbau ist aber nur durch Spannungsfreiglühen erreichbar.
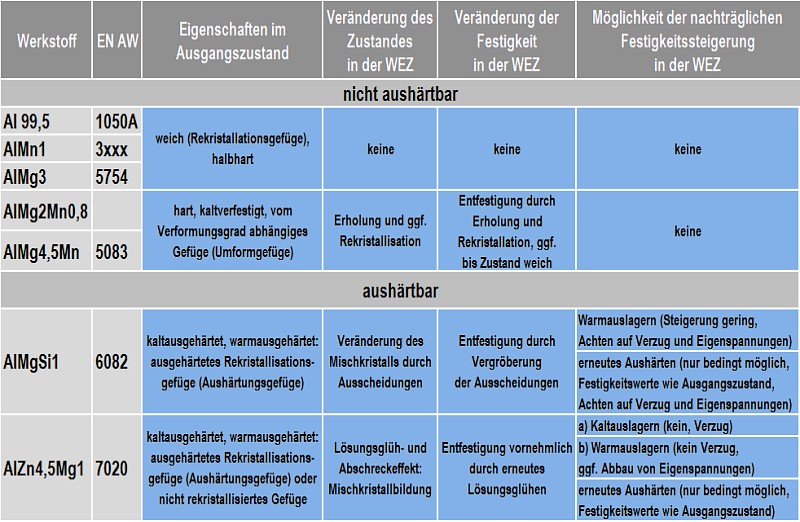
Bei den warmausgehärteten Legierungen erfolgt hierdurch eine Abnahme der Festigkeit; eine nachfolgende Warmauslagerung erbringt nur eine Steigerung der Festigkeitswerte auf den Zustand T5 (Tabelle 1). Das Richten von Schweißkonstruktionen sollte durch geeignete schweißtechnische und konstruktive Maßnahmen möglichst vermieden werden.
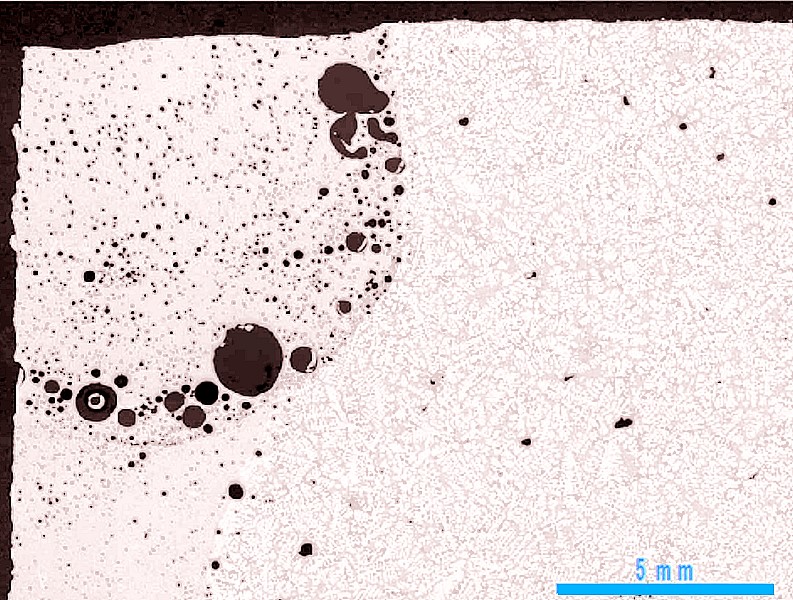
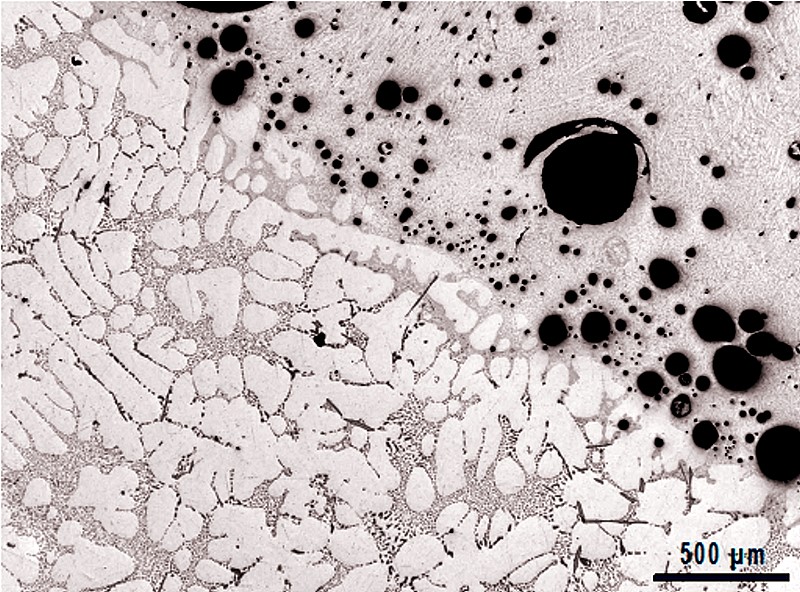
Das flüssige Aluminium kann aus der Umgebung Wasserstoff aufnehmen, der sich beim Erstarren wieder ausscheidet. Die Folge sind abhängig von der Erstarrungsgeschwindigkeit mehr oder weniger große Poren in den Schweißnähten (Bild 3 und Bild 4).
Weiterführende Stichworte:
Schweißzusatzwerkstoffe
Schweißschutzgas
Schweißen von Druckgussteilen
Literatur:
Hüttenaluminium-Gusslegierungen, Produktkatalog, Aluminium Rheinfelden Alloys GmbH, 2011.
Aluminium Taschenbuch, Aluminium-Verlag, Düsseldorf, 2002.
DVS - Deutscher Verband für Schweißen und verwandte Verfahren e. V., DVS Merkblätter 0913-1 bis -3, www.dvs-aft.de
DVS 0913-1 MIG-Schweißen von Aluminium - Werkstoffspezifische Grundlagen
DVS 0913-2 MIG-Schweißen von Aluminium - Geräte, Prozesse, Hilfsstoffe
DVS 0913-2 MIG-Schweißen von Aluminium - Anwendungstechnische Hinweise