Schweißen von Druckgussteilen
Die Schweißeignung von Druckgussteilen hängt in hohem Maße vom Schmelz- und Druckgussprozess ab. Dazu sind Gusswerkstoffe, Schmelz- und Druckgießverfahren notwendig (s. Vacural-Verfahren), die eine geringe Gasaufnahme und Oxidverunreinigung während der Druckgussverarbeitung gewährleisten.
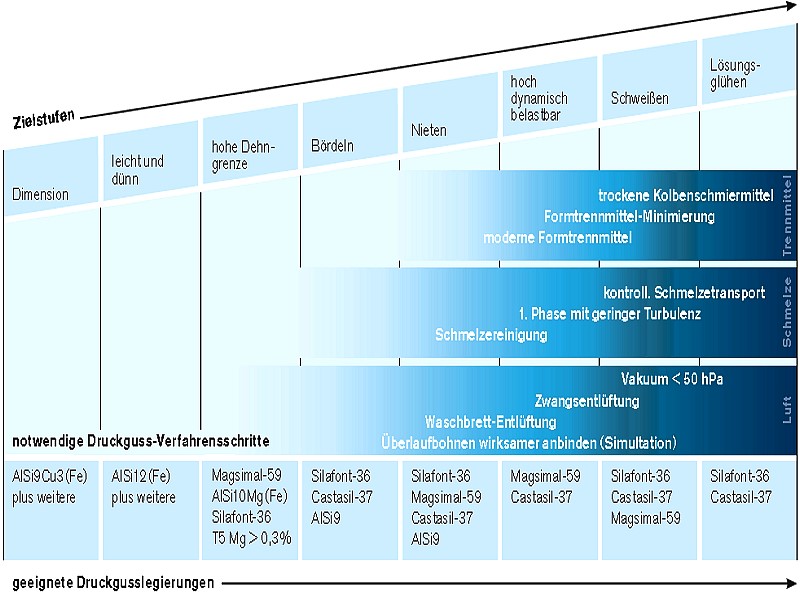
Üblicherweise werden die Schweißnähte vom Konstrukteur zwar in die Zonen geringer Belastung gelegt, diese Bereiche sollten aber - betrachtet vom Druckgussteil aus - auch nahe am Anschnitt gelegt werden. Bild 1 zeigt die acht Zielstufen des Druckgusses auf, die bis hin zu schweißgeeignetem, wärmebehandelbarem Guss aufsteigen. In Bild 1 sind die dafür notwendigen Druckguss-Verfahrensschritte in den Bereichen Entlüftung, Schmelzetransport und Trennmittelauftrag (s. a. Druckguss-Trennstoff) aufgezeigt.
Druckgussstücke aus der Legierung Al Si9MgMn (Silafont-36) sind besonders gut schweißgeeignet, sowohl mit den MIG- und WIG-Standard-Verfahren (siehe Schutzgas-Schweißverfahren), als auch mit Laser-Schweißverfahren. Bevorzugt wird der Schweißzusatzwerkstoff Al Si5 oder Al Si10 bei Schweißkonstruktionen mit der Knetlegierung vom Typ Al MgSi0,5. Die Schweißnähte bzw. Wärmeeinflusszonen zwischen Bauteilen aus Aluminium-Knetlegierungen und Druckgussteilen aus Silafont-36 halten Dauerschwingbelastungen ausgezeichnet stand, wenn die Gusskanten ein geringes Porenvolumen aufweisen und nach der eventuell durchgeführten T7-Wärmebehandlung (s. Werkstoffzustand bzw. Wärmebehandlung von aushärtbaren Aluminium-Legierungen) von der Oxidhaut vollständig befreit werden.
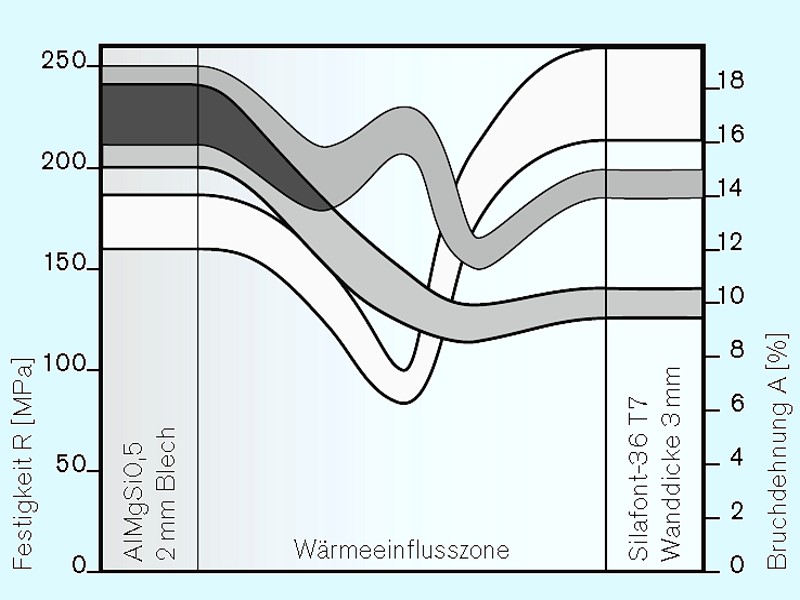
Bild 2 gibt die mechanischen Werte in der Wärmeeinflusszone wieder. Die Festigkeitswerte in dieser Zone sind im Gegensatz zu der Dehnung wenig beeinflusst. AlMg5Si2Mn (Magsimal-59) besitzt im Vergleich zu AlSi-Druckguss-Legierungen erhöhte Schwindmaße und -kräfte. Für die Verarbeitung dieser Legierung wurden spezielle Druckguss-Trennstoffe entwickelt, die sowohl die Fließfähigkeit, die Gleitfähigkeit beim Auswerfen und damit auch die Schweißeignung der Druckgussteile verbessern.
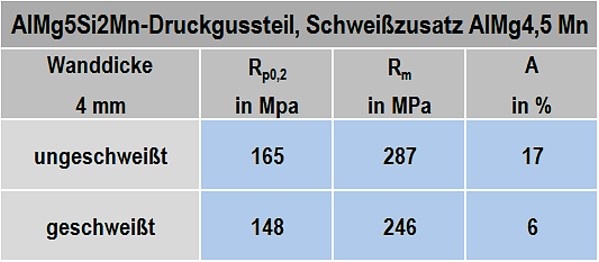
Das Konstruktionsschweißen mit Gussteilen aus der Legierung Magsimal-59 erfolgt mit dem Zusatzwerkstoff Al Mg4,5MnZr im WIG-Verfahren oder mit Laser- oder Elektronenstrahlschweißverfahren. In der Wärmeeinflusszone sind die Festigkeitseigenschaften, im Gegensatz zur Dehnung, wenig beeinflusst. Bei Verwendung des Schweißzusatzwerkstoffes SG-Al Si5 sinken die Dehnungswerte etwas stärker ab. Die nachfolgend in Tabelle 1 angeführten mechanischen Eigenschaften bei einer Handschweißung im MIG-Verfahren und mit dem Zusatzwerkstoff Al Mg4,5Mn zeigen beispielhaft, dass in der Wärmeeinflusszone die Festigkeitseigenschaften im Gegensatz zur Dehnung wenig beeinflusst sind.
Weiterführende Stichworte:
Schutzgas-Schweißverfahren
Schweißzusatzwerkstoffe
Schweißen von Aluminium
Schweißschutzgas
Literatur:
Hüttenaluminium-Gusslegierungen, Produktkatalog, AluminiumRheinfelden Alloys GmbH, 2011.