Schweißzusatzwerkstoff
Schweißzusatzwerkstoffe für das Schweißen von Aluminium-Gussteilen
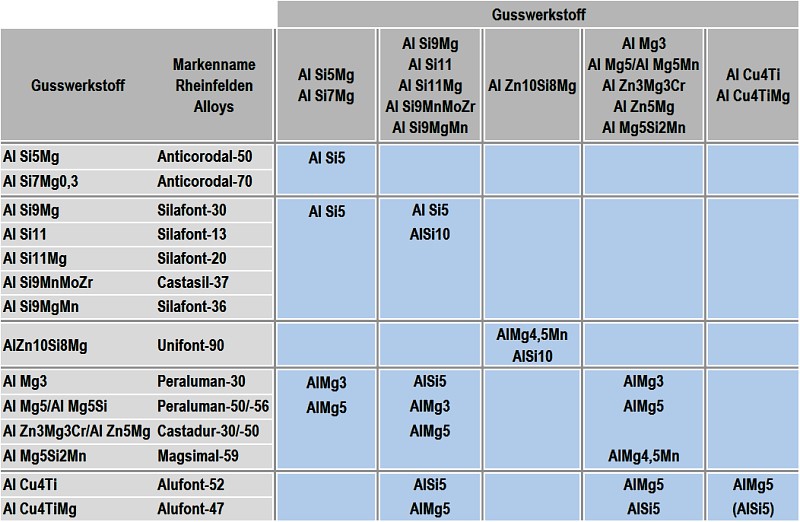
Die Wahl des Zusatzmetalls richtet sich nach der Zusammensetzung der Grundwerkstoffe sowie nach den verlangten Eigenschaften der Schweißverbindung. Die für das Schutzgasschweißen von Gusswerkstoffen verwendeten Zusatzmetalle sind in Tabelle 1 aufgeführt. Grundsätzlich sollte legierungsähnliches Zusatzmetall verwendet werden, aus schweißtechnischen Gründen sind jedoch Ausnahmen möglich.
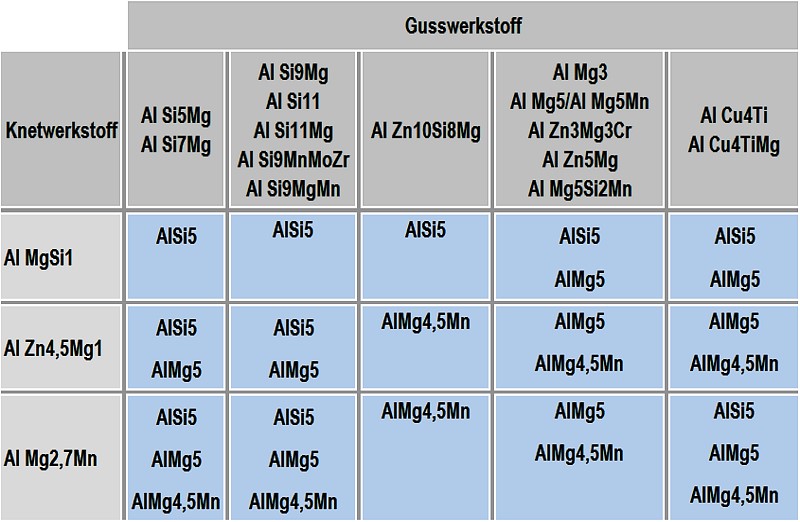
Die häufig verwendeten Schweißzusatzwerkstoffe für die Verbindung von Aluminium-Gussteilen mit Knetlegierungen (z. B. für die Verbindung von Gussteilen mit Profilen) gehen aus Tabelle 2 hervor.
Durch die Schrumpfung der Schweißnähte sind die Schweißeigenspannungen, die in ihrem nahen Bereich entstehen, überwiegend Zugspannungen. Die Vermeidung von Nahtanhäufungen, eine Werkstückvorwärmung oder nachträgliches Kugelstrahlen können die Spannungen etwas verringern. Ein wesentlicher Abbau ist aber nur durch Spannungsfreiglühen erreichbar.
Bei den warmausgehärteten Legierungen erfolgt hierdurch eine Abnahme der Festigkeit; eine nachfolgende Warmauslagerung erbringt nur eine Steigerung der Festigkeitswerte auf den Zustand T5. Das Richten von Schweißkonstruktionen sollte durch geeignete schweißtechnische und konstruktive Maßnahmen möglichst vermieden werden.
Die Schweißzusätze für das Schmelzschweißen von Aluminiumwerkstoffen sind in DIN 1732-1 bzw. DIN EN 573 genormt. Die an den Schweißzusatz zu stellenden Anforderungen in Hinblick auf die Schweißrisssicherheit sind merklich höher als für den Grundwerkstoff. Eine Legierung die sich als Grundwerkstoff auch unter ungünstigen Bedingungen rissfrei schweißen lässt, ist deshalb nicht unbedingt auch als Schweißzusatz geeignet.
Schweißzusatzwerkstoffe für das Schweißen von Aluminium-Knetlegierungen
Die aushärtbaren AlMgSi- und AlZnMg-Legierungen, zu denen auch die im Fahrradrahmenbau verwendeten Legierungen 6061, 7005 und 7020 gehören, weisen eine verhältnismäßig hohe Schweißrissanfälligkeit auf. Sie werden daher meist nicht mit artgleichen, also mit nicht aushärtbaren Schweißzusätzen geschweißt (Tabelle 3).
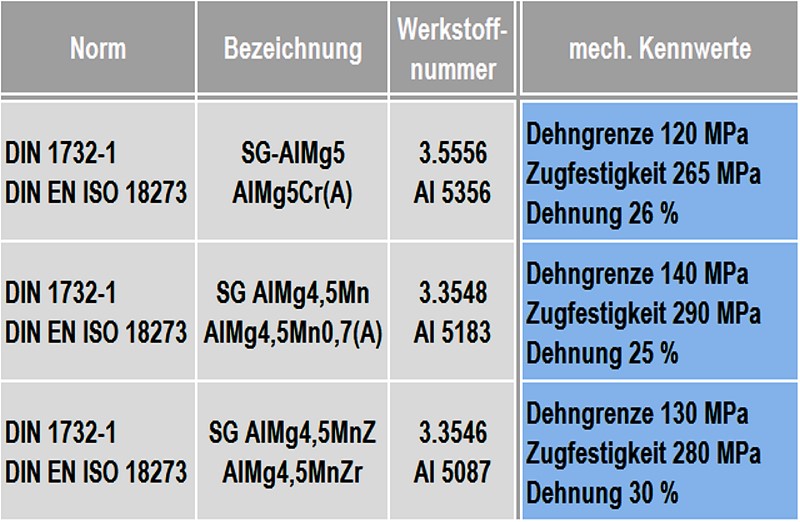
Empfohlene Schweißzusätze für diese Legierungen sind SG-AlMg4,5MnZr, das durch den Zirkon Anteil eine sehr geringe Schweißrissanfälligkeit besitzt, SG-AlMg4,5Mn welches sich durch eine etwas höhere Festigkeit als das vorher erwähnte auszeichnet, sowie SG-AlMg5, welches häufig verwendet wird.
Weiterführende Stichworte:
Schweißen von Aluminium
Schutzgas-Schweißverfahren
Schweißschutzgas
Schweißen von Druckgussteilen
Literatur:
Hüttenaluminium-Gusslegierungen, Produktkatalog, AluminiumRheinfelden Alloys GmbH, 2011.
Aluminium Taschenbuch, Aluminium-Verlag, Düsseldorf, 2002.
DVS - Deutscher Verband für Schweißen und verwandte Verfahren e. V., DVS Merkblätter 0913-1 bis -3, www.dvs-aft.de
DVS 0913-1 MIG-Schweißen von Aluminium - Werkstoffspezifische Grundlagen
DVS 0913-2 MIG-Schweißen von Aluminium - Geräte, Prozesse, Hilfsstoffe
DVS 0913-2 MIG-Schweißen von Aluminium - Anwendungstechnische Hinweise