Überveredelung
Die Überveredelung von Aluminium-Silizium-Legierungen hat ihre Ursache meist in zu hohen Zugabemengen bzw. in einer zu konzentrierten Zugabe der Veredelungsmittel oder einer zu langsamen Auflösung bzw. Verteilung der Veredelungsmittel in der Schmelze. Durch die letztere Ursache kann eine lokale Überveredelung entstehen.
Die Überveredelung durch zu hohe Zugabemengen ist vermeidbar, wenn die Dosierungsvorschriften korrekt eingehalten werden. Eine lokale Überveredelung der Schmelze lässt sich durch ein korrektes Schmelzehandling und ein schnelles Verteilen des Veredelungsmittels im gesamten Schmelzevolumen verhindern (Tauchen, Einrühren, Einspülen…).
Natrium-Überveredelung:
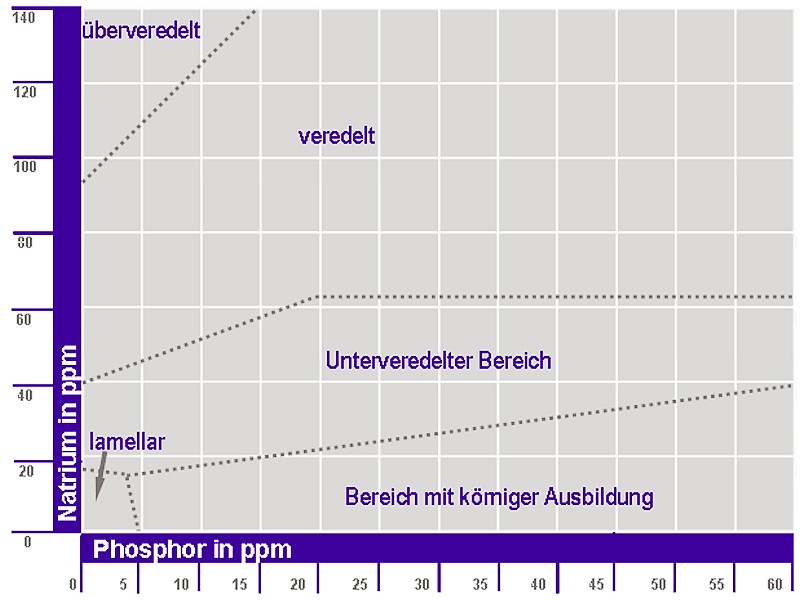
Diese führt zu einer sehr schlechten Schmelzequalität mit nachfolgendem fehlerhaften Guss. Je nach Erstarrungsgeschwindigkeit und Legierungstyp und dem Phosphorgehalt kann eine Na-Überveredelung bereits bei Konzentrationen von 120 ppm Na in der Schmelze auftreten (Bild 1).
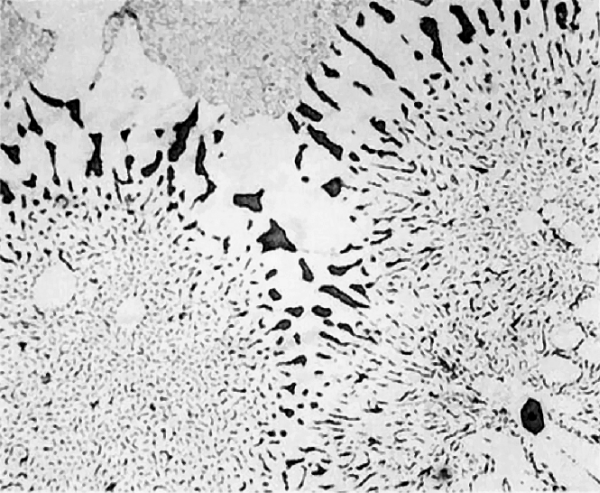
Eine hohe Wasserstoffaufnahme (siehe Wasserstofflöslichkeit) und eine erhöhte Lunkerneigung sind die Folge. Durch die Überveredelung entstehen im Gussgefüge Restschmelzebänder entlang der eutektischen Körner, in denen neben den eisen- und titanhältigen Phasen sich nun auch vermehrt die neugebildeten natriumhältigen und intermetallische Phasen befinden (Bild 2) bzw. das eutektische Silizium vergröbert vorliegt.
Das mikroskopische Erscheinungsbild ist ähnlich dem eines "Leopardenfells" ("Leopardenfellgefüge", Bild 2).
Ein Nachsetzen von unveredeltem Material zu einer überveredelten Schmelze kann die entstandene Überveredelung nicht zur Gänze beheben, weshalb überveredelte Schmelzen verworfen werden sollten.
Auch eine örtliche Na-Überveredelung verringert die Schmelzequalität und setzt die innere Speisung im Gussstück herab. Eine einmal vorhandene Überveredelung ist nicht reversibel, da aufgrund des hohen Schmelzpunktes die intermetallischen Phasen des Natriums, Eisens und Titans erhalten bleiben. Diese bilden im Gefüge intermetallische Platten und sammeln sich lokal an (eisenhaltige Platten). Eine örtlich schlechte Schmelzequalität kann in der sonst korrekten Schmelze bestehen bleiben und führt zu Porenbildung dicht unter der Gussstückoberfläche in Bereichen, die in der Gussform horizontal liegen. Nach dem Gießen sind diese poren daher nicht gleich sichtbar und treten erst nach der Strahlbehandlung zu Tage.
Sr-Überveredelung:
Eine Sr-Überveredelung hat einen wesentlich geringeren Einfluss auf die Gussqualität als eine Na-Überveredelung und setzt die Schmelzequalität nicht in dem Maße herab, wie dies bei zu hoher Na-Konzentration auftritt. Zudem wird eine Sr-Überveredelung erst bei signifikant größeren Gehalten hervorgerufen. Bei sehr hohen Gehalten von Sr (> 500 ppm) wird das Sr in Form von Sr-hältigen Phasen vom Typ Al2Si2Sr abgebunden und kann daher nicht mehr veredelungswirksam werden. Daher liegt dann trotz hoher Konzentration an Sr in der Schmelze ein körnig ausgebildete (Al+Si)-Eutektikum im Gussstück vor. Vereinzelt beobachtet man auch eine Störung der interdendritischen Nachspeisung und eine weißliche Färbung der Oberfläche bei Sr-überveredelten Gussstücken.