Umgekehrte Weißeinstrahlung
Umgekehrte Weißeinstrahlung (Inverse Chill, umgekehrter Hartguss) kann bei grauen Eisengusslegierungen, also bei Gusseisen mit Lamellen- und Kugelgrafit, vorzugsweise im Kern dickwandiger Gussteile, unabhängig vom Formverfahren entstehen.
Diese Gefügeanomalien sind für eine Bewertung des Fertigproduktes von entscheidender Bedeutung, da sie die dynamischen Werkstoffkennwerte erheblich mindern. Außerdem führt dieser Fehler zu massiven Bearbeitungsproblemen beim Bohren.
Besonders gefährdet gegenüber diesem Fehler sind zylindrische und kugelförmige Konstruktionen.
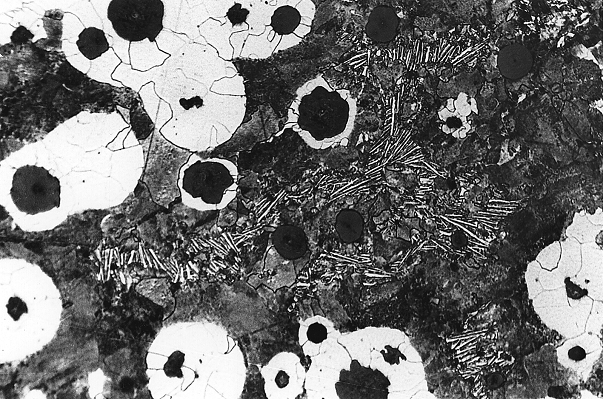
Das Bruch- oder Schliffgefüge eines der oben erwähnten Gusseisenwerkstoffe zeigt in der ansonsten, hinsichtlich Karbidbildung, gefährdeten Randzone normales graues Gefüge. Der Kern aber ist entweder mit scharfen Abgrenzungen weiß erstarrt (siehe Kantenhärte, Weißeinstrahlung) , zeigt weiße Flecken, oder ist grobmeliert (Bild 1).
In jedem Fall tritt dieser Fehler nur in dickwandigen, runden oder kugelähnlich konstruierten Gussteilen auf, die lange Erstarrungszeiten benötigen. Legierte Werkstoffe sind diesbezüglich stärker gefährdet.
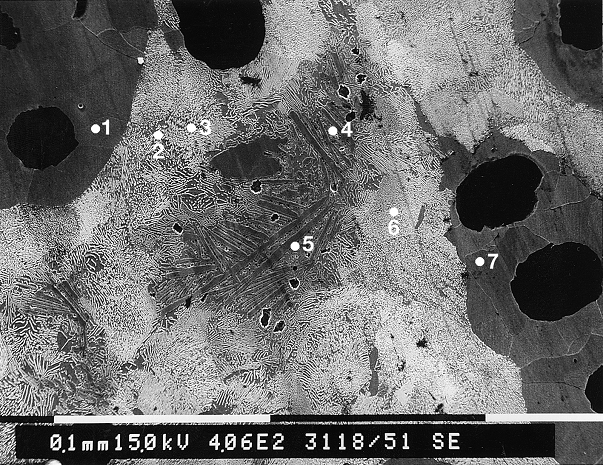
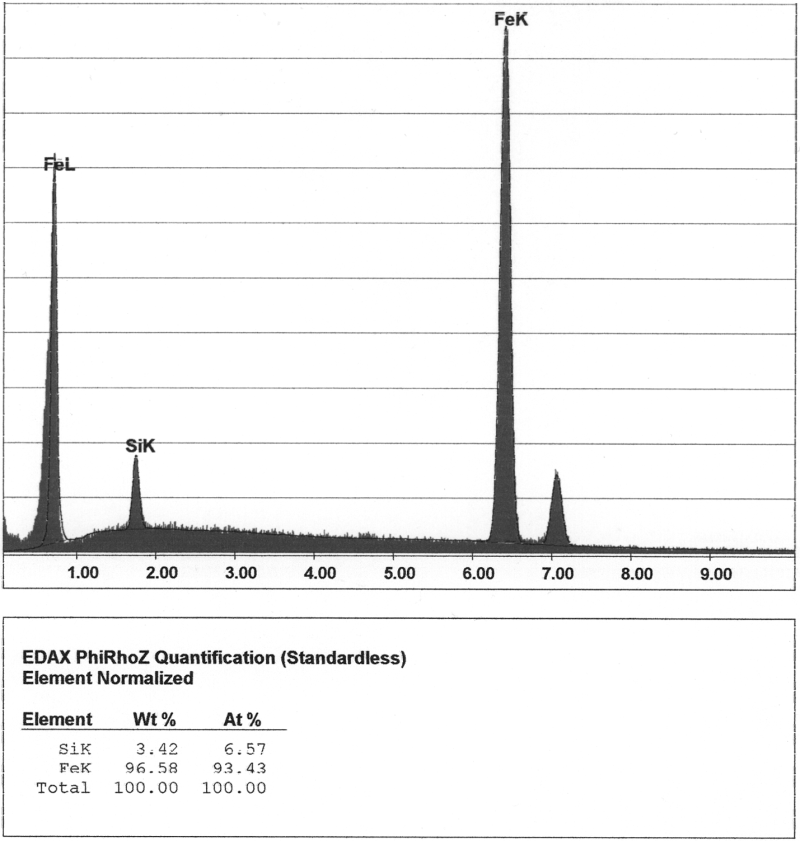
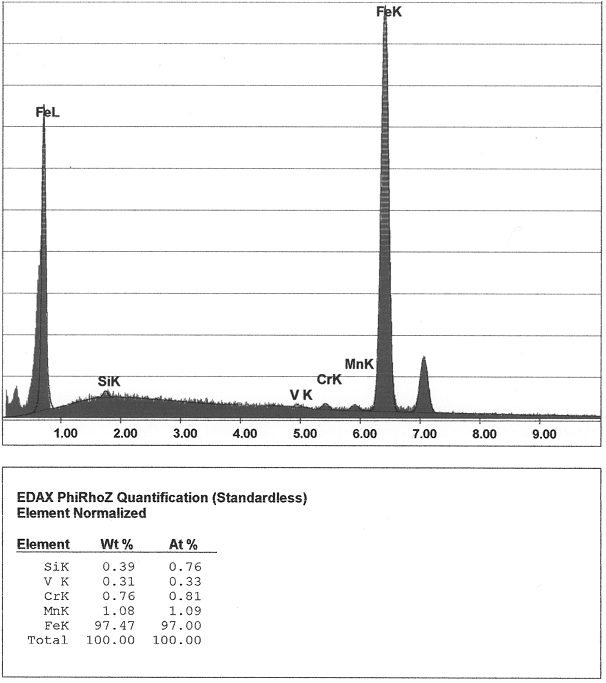
Der Fehler ist am Bruch- bzw. Schliffgefüge mit freiem Auge zu erkennen, genaue Aussagen zur Elementeverteilung im Fehlerbereich sind mit Hilfe von EDX-Analysen am Rasterelektronenmikroskop möglich (Bilder 2 bis 6).
Wahrscheinliche Ursachen dieser Gefügeentartungen sind seigerungsbedingte Anreicherungen (Seigerung) von karbidstabilisierenden sowie oxid- und sulfidbildenden Legierungselementen im Zentrum dickwandiger, meist kugelähnlicher oder runder Gusskonstruktionen. Diese Bereiche sind in der Regel an Silizium verarmt. Die Beeinträchtigung des Keimzustandes der Schmelze bedingt eine große Unterkühlung der eutektischen Erstarrungstemperatur mit Unterschreitung der Temperatur des metastabilen Eutektikums.
Somit scheint das Auftreten von Inverse Chill bei grauen Gusseisenlegierungen an bestimmte Geometrien und Abmessungen geknüpft, wie sie z. B. an der zylindrischen Probe in Bild 1 vorherrschen. Sowohl die Verarmung der Restschmelze an Silizium als auch die Anreicherung an karbidstabilisierenden, sauerstoffaffinen Elementen, deren Ausscheidung in Form von oxidischen Einschlüssen zur Verarmung der Restschmelze an gelöstem Sauerstoff führt, beeinträchtigen den Keimzustand der erstarrenden Schmelze und verursachen dadurch die metastabile Erstarrung mit Bildung von Karbiden.
Als unmittelbare Ursache für die Bildung weißerstarrter Kernzonen im sonst grau erstarrten Gusseisen ist wahrscheinlich die Erscheinung anzusehen, dass bei zylindrischen und kugelförmigen Abgüssen die Abkühlungsgeschwindigkeit bei Annäherung der Kristallisationsfront an den Gussstückkern deutlich ansteigt. Ob und wann der Umschlag von der stabilen zur metastabilen Erstarrung erfolgt, entscheiden dann letztlich die Verarmung der Restschmelze an grafitisierenden Elementen, ihre Anreicherung an Karbidstabilisatoren und die Bildung von Diffusionsbarrieren im Bereich der Erstarrungsfront. Offensichtlich liegen im Bereich der Karbide gegenüber den grauerstarrten Randgebieten die Karbidstabilisatoren Chrom, Mangan, Titan und Magnesium in überhöhten Konzentrationen vor. Die grafitisierenden Elemente Silizium und Nickel sind dort verarmt (s. Grafitisierung).
Als besonders siliziumarm erwiesen sich die Karbidnadeln. Hier beträgt der Siliziumgehalt nur Zehntelprozent. Im Bereich der weißerstarrten Kernzonen wurden erhebliche Chromanreicherungen nachgewiesen. Dabei wird Chrom bevorzugt in den Karbidnadeln konzentriert. Die ermittelten Chromgehalte betragen hier bis zum 5-fachen der metallischen Matrix. Extrem hohe Chromgehalte treten an den Zellgrenzen auf.
Titananreicherungen im Inverse Chill erreichten das 2- bis 6-fache des Titangehaltes der Matrix. Noch höhere Titangehalte wurden an den Zellgrenzen und am Übergang von der Grau- zur Weißerstarrung registriert. Im Zellgrenzenbereich wurden dabei Titangehalte bis zu 0,3 % bei einem mittleren Titangehalt von 0,02 % gemessen. Die Titanverarmung im Ferrit gegenüber dem Perlit.
Maßnahmen zur Vermeidung:
1. Verminderung der Gehalte an sauerstoffaffinen Elementen, diesbezügliche Überprüfung der Einsatzstoffe auf Begleit- und Spurenelemente.
2. Verbesserung des Keimzustandes durch optimale, möglichst späte Formimpfung oder Gießstrahlimpfung.
3. Beeinflussung des Erstarrungsablaufes durch gießtechnische Maßnahmen wie Verkürzung der Erstarrungszeit, Gewährleistung einer möglichst gleichmäßigen Abkühlung.
4. Gewährleistung einer möglichst gerichteten Erstarrung.
5. Überprüfung der Magnesiumbehandlungsmethode bzw. der Behandlungslegierung auf Schwefel- und Phosphorgehalte sowie auf Seltene Erden.
6. Vermeidung von größerem Magnesiumüberschuss; Mg/S-Verhältnis beachten.
7. Vermeidung einer Sauerstoff- und/oder Wasserstoffaufnahme beispielsweise durch feuchtes Einsatzmaterial oder ungenügend getrocknete Pfannen und Schmelzwerkzeuge.
8. Bereits bei der Gusskonstruktion auf die möglichen Gefahren einer runden, kugelähnlichen Geometrie hinweisen und diese möglichst vermeiden.
9. Gegebenenfalls Durchführung einer Karbidzerfallsglühung (Diffusionsausgleich).