Einguss-Lauf-Anschnittverhältnis
Entsprechend der Anschnittberechnung Verhältnis der Querschnitte von Einguss zu Gießlauf und Summe aller Anschnitte.
Beim Schwerkraftguss, z. B. dem Sandguss oder dem Kokillenguss soll das Verhältnis AEinguss : ALauf : AAnschnitt = 1:1:1 bis 1:2:2 oder 1:4:4 betragen. Letzteres gilt für Metalle mit hoher Neigung zur Schaum- und Schlackenbildung bzw. oxidationsfreudige Metalle.
Bei der Auslegung der Kanalquerschnitte gilt es zu berücksichtigen, dass die Summe aller Anschnittquerschnitte zumindest gleich oder besser größer als der engste Eingussquerschnitt bemessen wird. Es muss eine Spritzwirkung bzw. eine Verwirbelung der in den Formholraum einfließenden Schmelze vermieden werden; man spricht von einem drucklosen Anschnittsystem(Bild 1, rechts).
In der Regel wird der Laufquerschnitt etwas größer als der kleinste Eingussquerschnitt gewählt. Es tritt eine Umlenkung der Strömungsrichtung um 90° auf, wenn der senkrechte Eingusskanal in den waagerechten Lauf übergeht. Das einfließende Metall wird dabei gebremst, d. h. die Strömungsgeschwindigkeit sinkt ab. Daher muss der der Laufquerschnitt erweitert werden, um einen Rückstau zu vermeiden. Friedrich Nielsen hat vorgeschlagen, den Kanal nach dem Einguss um das 1,4-fache zu erweitern (exakte Wert ohne Verluste wäre der Faktor √2, s. Einguss).
Zur Sicherung einer optimalen Formfüllung werden bei Gusseisen und Schwermetallgusswerkstoffen (beispielsweise bei Armaturenguss) die Summe aller Anschnittquerschnitte kleiner dimensioniert als der engste Eingussquerschnitt (Druckanschnitt, Druckanschnittsystem, druckbeaufschlagtes Gießen). Vor allem bei Druckguss bevorzugt man diese Systeme, der Gesamtquerschnitt ist hier geringfügig kleiner als der engste Eingussquerschnitt (s. Anschnittberechnung, Gießzeitdiagramm). Unter Zugrundelegung eines passenden Einguss-Lauf-Anschnittverhältnisses lässt sich somit auch der erforderliche kleinste Eingussquerschnitt ermitteln.
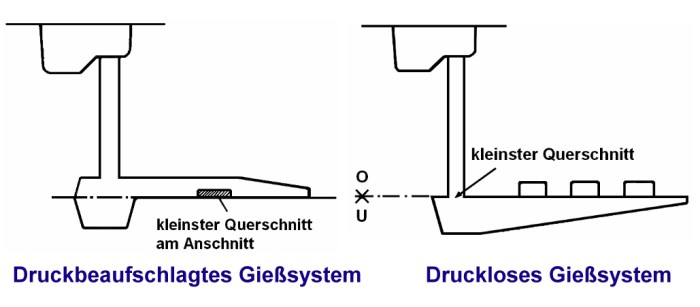
Zusammenfassen kann gesagt werden: Die Auswahl des richtigen Gießsystems und der korrekten Querschnittsverhältnisse bestimmen in vielen Fällen die Gussteilqualität. Grundsätzlich unterscheidet man zwischen druckbeaufschlagten und nicht druckbeaufschlagten Gießsystemen. Der wesentliche Unterschied besteht in der Positionierung des engsten Querschnittes innerhalb des Laufsystems, und zwar wird unterschieden in:
Druckbeaufschlagtes Gießsystem:
Die Summe aller Anschnittflächen ist der engste Querschnitt und damit ausschlaggebend für die Formfüllzeit. Für Gusseisen ist dies das gebräuchlichste Gießsystem. Bei hohem Gefälle ist zu beachten: Der hohe Gießdruck und die Drosselfunktion führen zu großer Strömungsgeschwindigkeit und damit zu Turbulenzen im Anschnitt!
Druckloses Gießsystem:
Der kleinste Querschnitt befindet sich vor den Anschnitten im Gießlauf, oder wie im am unteren Ende des Einlaufes. Dieses Gießsystem findet Anwendung bei Mehrfachbelegung der Gießform und bei oxidationsempfindlichen Gusswerkstoffen, bei denen hohe Turbulenzen im Anschnitt zu Oxid- und zu Gaseinschlüssen führen.
Weiterführende Stichworte:
Anschnittverhältnis
Druckanschnitt
Einguss-Lauf-Anschnittsystem
Strömungsgeschwindigkeit im Anschnitt