Formstoffmischer
Aggregat zum Mischen (Aufbereiten) der einzelnen Bestandteile des Formsandes.
Das Ziel der Formstoffaufbereitung besteht beispielsweise für Bentonit gebundene Formstoffe im Erreichen konstanter Eigenschaften im Umlauf durch geregelte Zu- bzw. Abfuhr von Komponenten unter möglichst günstigen wirtschaftlichen Bedingungen. Dieses Ziel wird erreicht durch die Festlegung der erforderlichen Zugaberaten pro Umlauf für Bentonit, Kohlenstaub, Zusätze, Neusand (unter Berücksichtigung des Kernsandzulaufes) und Wasser, die Festlegung der abzuführenden Altsandmenge zur Einstellung des Umlaufgleichgewichtes, sowie durch die Festlegung technisch-technologischer Maßnahmen (z. B. Mischzeit, Kühlintensität, Entstaubungsintensität u. a.).
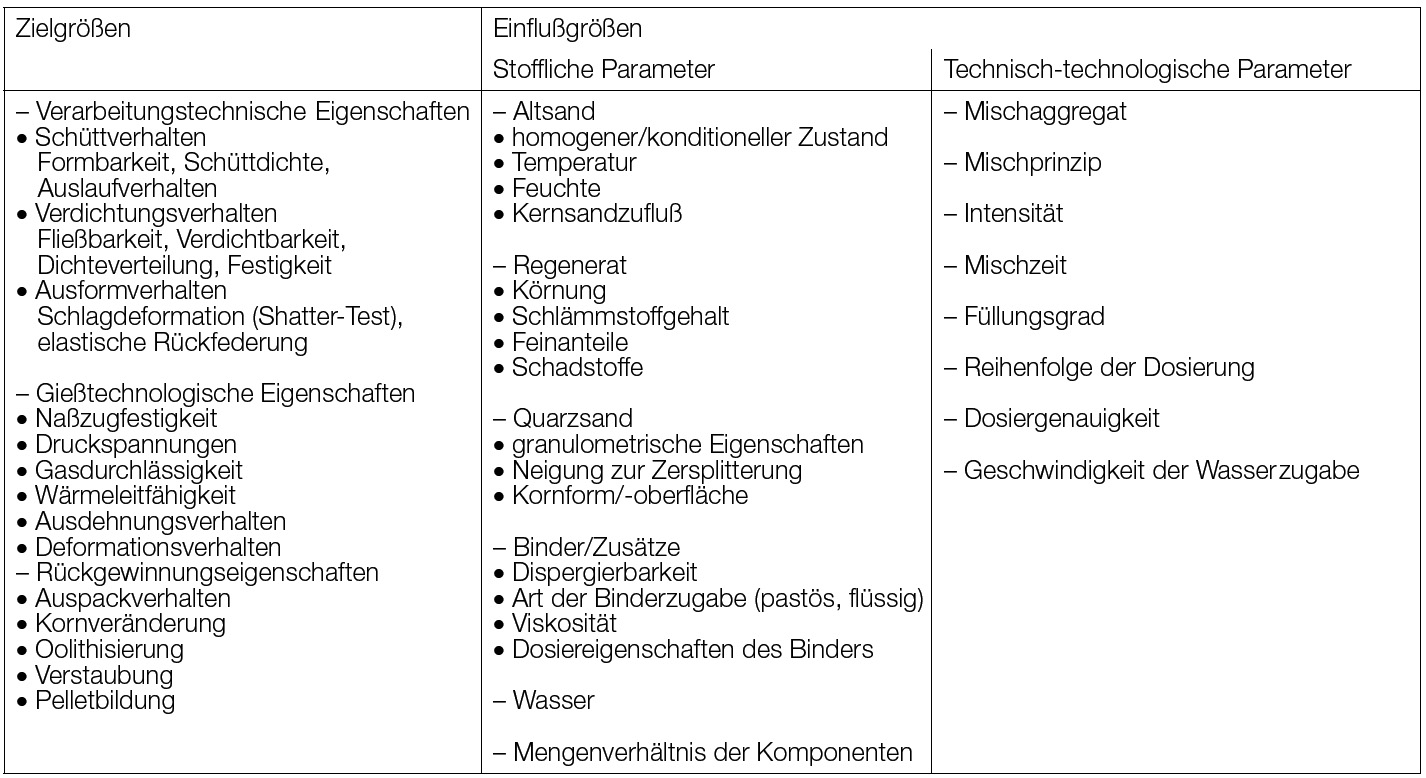
Die Formstoffeigenschaften müssen auf die in den nachfolgenden Prozess-Stufen auftretenden Beanspruchungen abgestimmt sein. Dies muss unter Berücksichtigung der verfügbaren Rohstoffqualitäten, der vorhandenen Ausrüstungen und der spezifischen Besonderheiten des Fertigungsprozesses erfolgen. Die Tafel 1 zeigt die Ziel- und Einflussgrößen und deren Wechselwirkung im Aufbereitungsprozess.
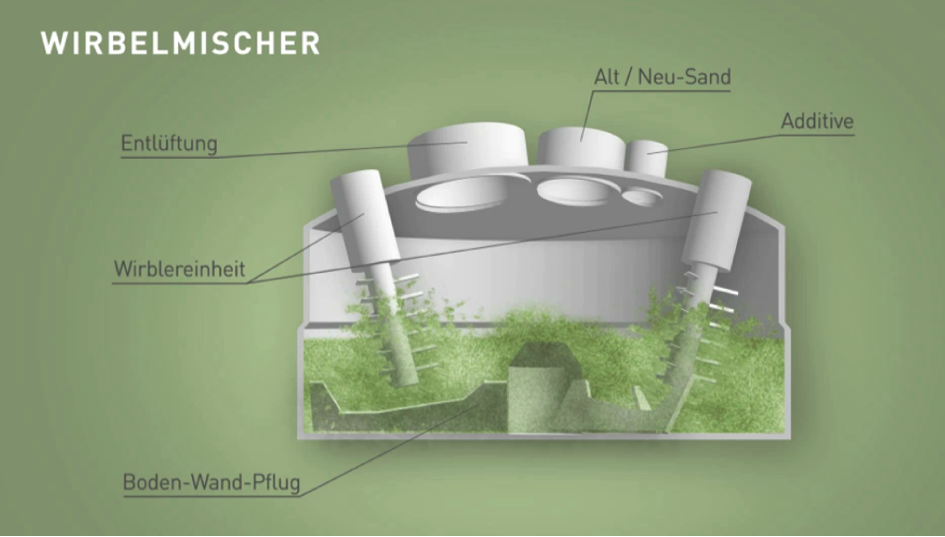
Für bentonitgebundene Formstoffe werden derzeit in der Gießereiindustrie verschiedene Formstoffmischer eingesetzt, die bei ausreichend bemessener Mischzeit die technologischen Anforderungen erfüllen können. Die Vielzahl der bekanntgewordenen Bauarten lassen sich vereinfacht in die Grundtypen Tellermischer (vertikaler Kollermischer), Trommelmischer (Seitenwandmischer, Schnellmischer, horizontaler Kollermischer) und Wirbelmischer (Bilder 1 und 2) einordnen.
Zunehmend werden schnell laufende Mischer angewendet. Ursache dafür sind die hohe Raumleistung und die benötigten kurzen Mischzeiten für derartige Mischer. Im Bereich kurzer Mischzeiten (1 bis 3 Minuten), die heute angestrebt werden, erreichen die schnell laufenden Mischer bessere Formstoffeigenschaften.
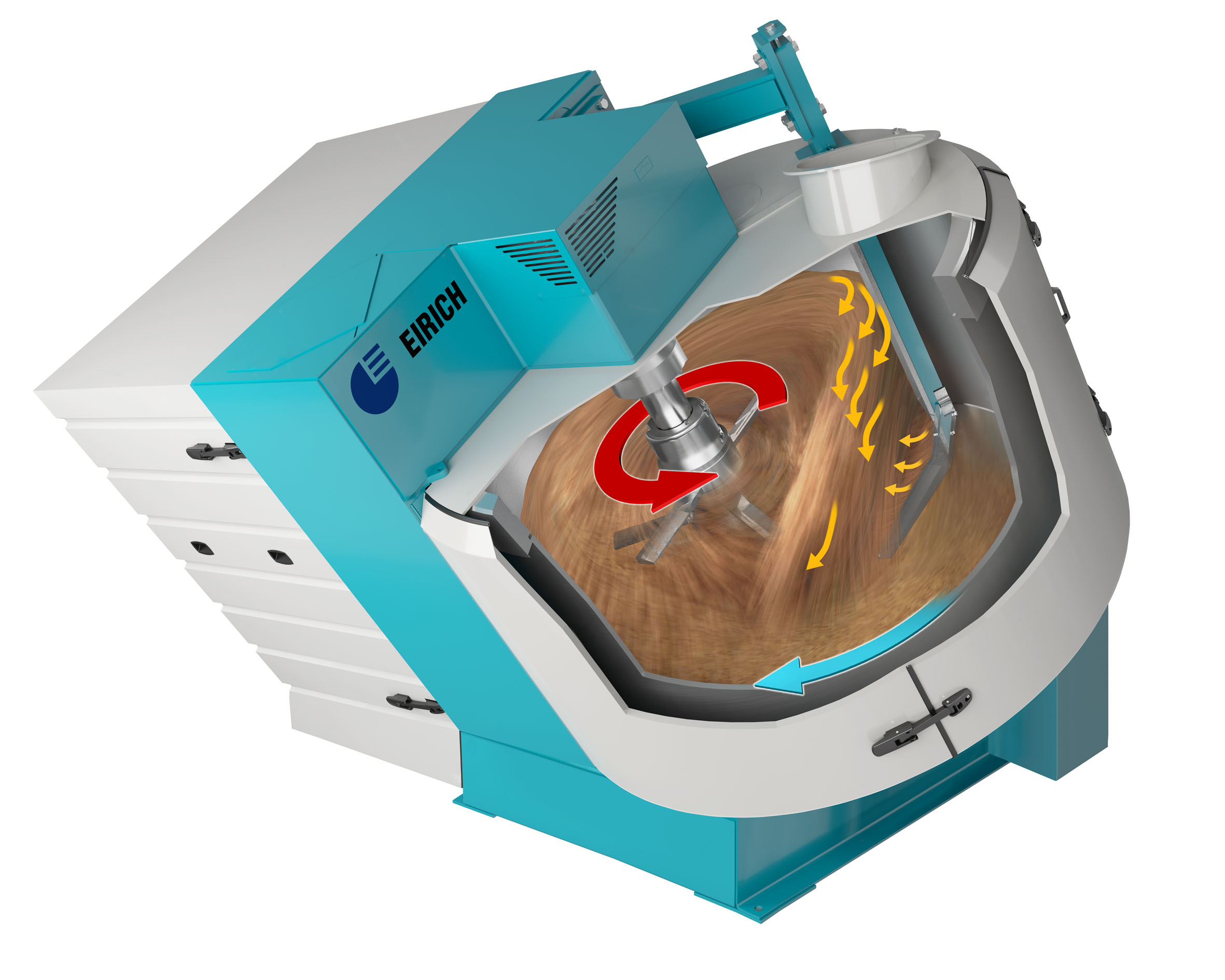
So ist das Aufbereiten von tongebundenen Formstoffen mit dem EIRICH-Intensivmischer ein weltweit einzigartiges Mischprinzip, wobei die Charakteristik der EIRICH-Mischer (Bild 3, Maschinenfabrik Gustav Eirich GmbH & Co KG) von folgenden verschiedenen Komponenten bestimmt wird:
- Drehender Mischbehälter (Gegenstromprinzip Bild 4, Maschinenfabrik Gustav Eirich GmbH & Co KG) der den Formstoff in den Bereich eines exentrisch angeordneten, schnell rotierenden Mischwerkzeug fördert. So entstehen gegenläufige Mischgutströme mit hoher Geschwindigkeitsdifferenz
- Geneigter Mischbehälter
Mit der geneigten Anordnung des drehenden Mischbehälters kann eine strake Vertikalkomponente des Mischgutstromes erreicht werden. - Schnell rotierendes Mischwerkzeug
Zeichnet sich durch die hohe Scherkraft aus, so dass das Sandkorn schnell und homogen mit Bentonitplättchen umhüllt wird. - Einstellbares Kombiwerkzeug
Der Boden-Wand-Abstreifer als Kombiwerkzeug, der Anbackungen an Behälterwand und –boden sicher verhindert und das Entleeren am Ende der Mischzeit beschleunigt.
Dieses Mischprinzip ermöglicht eine schnelle und homogene Verteilung des Wasser was für ein optimales aufschliessen des Bentonites notwendig ist. Auch die vollständige und gleichmäßige Umhüllung der Sandkörner mit dem Bentonit und Kohlenstoffträger kann in einer kurzen Mischzeit erreicht werden.