Molding sand mixer
Aggregate for mixing (processing) of the individual constituents of the molding sand.
The aim of the molding material preparation consists for example of bonded bentonite molding materials in achieving constant properties in circulation by controlled supply and removal of components under the most favorable economic conditions. This objective is achieved by establishing the required rates of addition per round of bentonite, pulverized coal, additives, new sand (considering the coresand intake) and water, determining the quantity of used sand to be discharged to adjust the circulation equilibrium, and specifying technical and technological measures (e.g. mixing time, cooling intensity, dedusting intensity, etc.).
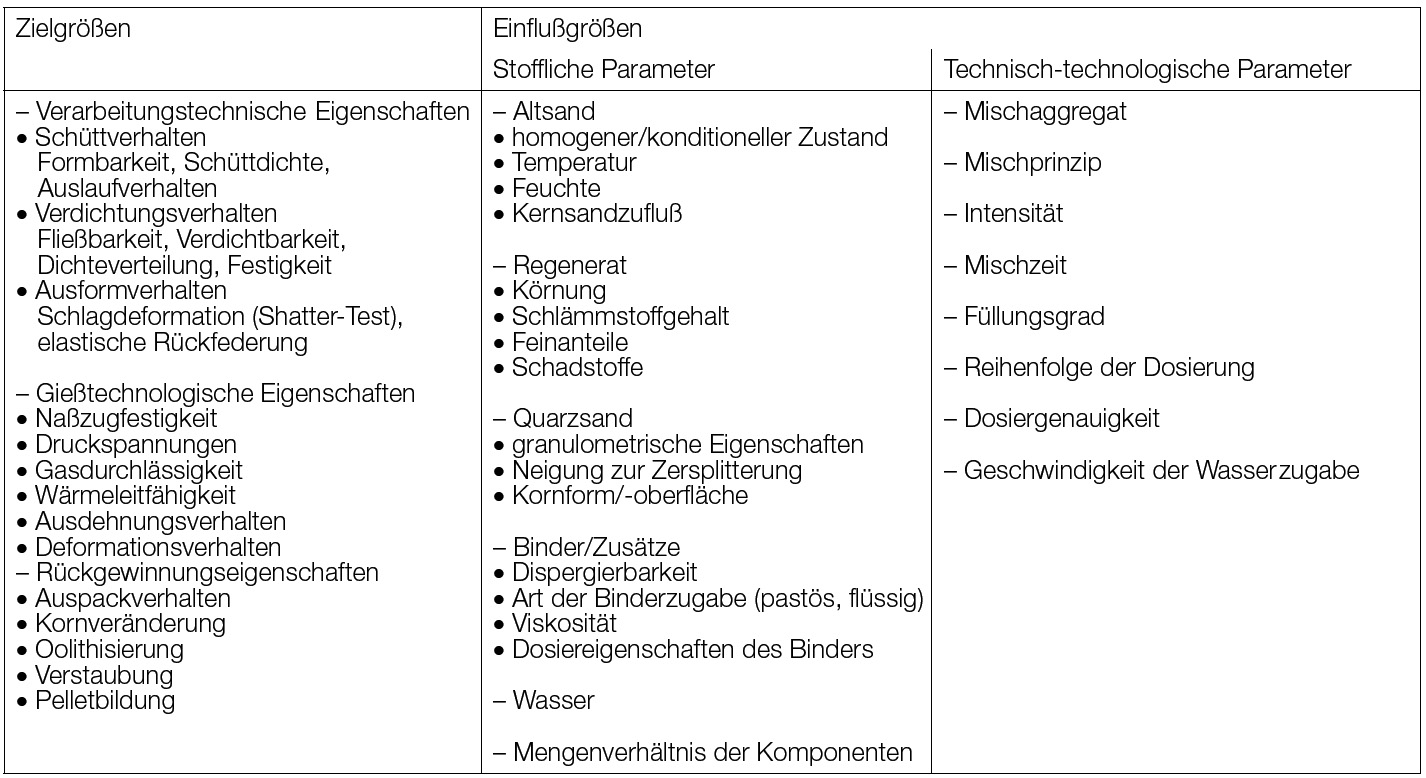
The molding material properties must be matched to the stresses occurring in the subsequent process stages. This must be done considering the available raw material qualities, the existing equipment and the specific characteristics of the manufacturing process. The Table 1 shows the target and influencing variables and their interaction in the processing process.
For bentonite-bonded molding materials, various molding material mixers are currently used in the foundry industry, which can meet the technological requirements with a sufficiently long mixing time. The variety of known designs can be simplified in the basic types of plate mixer (vertical muller mixer), drum mixer (side wall mixer, high-speed mixer, horizontal muller mixer) and whirl mixer (Fig. 1 and 2).
Increasingly, fast-running mixers are used. The reason for this is the high-volume performance and the required short mixing times for such mixers. In the area of short mixing times (1 to 3 minutes), which are the goal today, the fast-running mixers achieve better molding properties.
From the characteristics of the mixing systems the most favorable selection for the respective application can be made.