Decoring
The terms “decore” and “shake out” cover the removal of the core and core residue, including the core bar (densener) from the casting.
The decoring is usually carried out by machine, whereby the steps are subdivided into pre-decoring and the actual decoring and shaking out. In principle, the core is broken by introducing impact energy (using a hammer or vibration/swinging energy) and the broken mold material can trickle out of the core holes of the casting - often aided by a simultaneous turning movement.
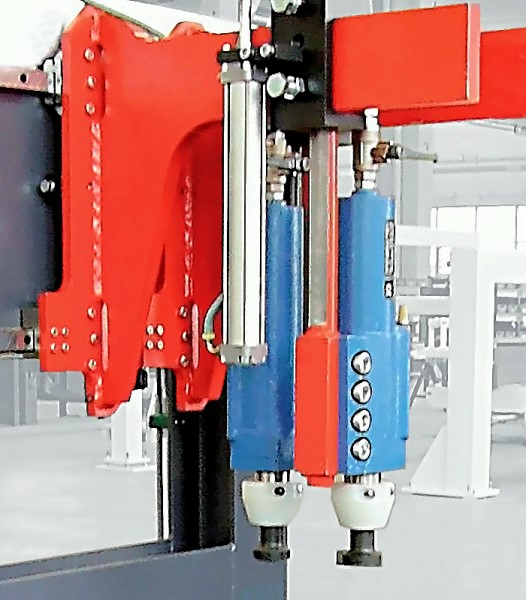
Pre-decoring using a hammer decoring machine
The casting is placed on the table top. The hammers are positioned over the casting (Figure 1). Depending on the weight of the component and the feed process, the hammers can be positioned variably and also pulled up while castings are being changed. They can be changed over quickly and easily. The amount of time for which the hammers strike can be programmed as desired using the control system or a pneumatic control valve. The accumulating sand is discarded below in a targeted manner.
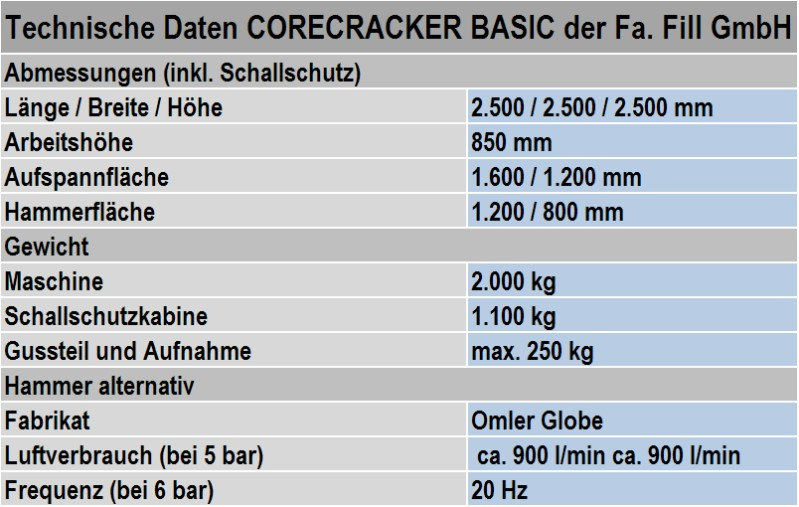
Figure 2 shows a hammer machine for pre-decoring. In the design shown (CORECRACKER BASIC from the company Fill GmbH, technical data in Table 1), a solid steel plate construction of a table and hammer attachments ensures the required robustness of the plant. Flexibility is enabled by the adjustment of the hammers in the X, Y and Z direction; it is also possible to operate one or several hammers.
Decoring using vibration/swinging energy and overlaid rotating movement
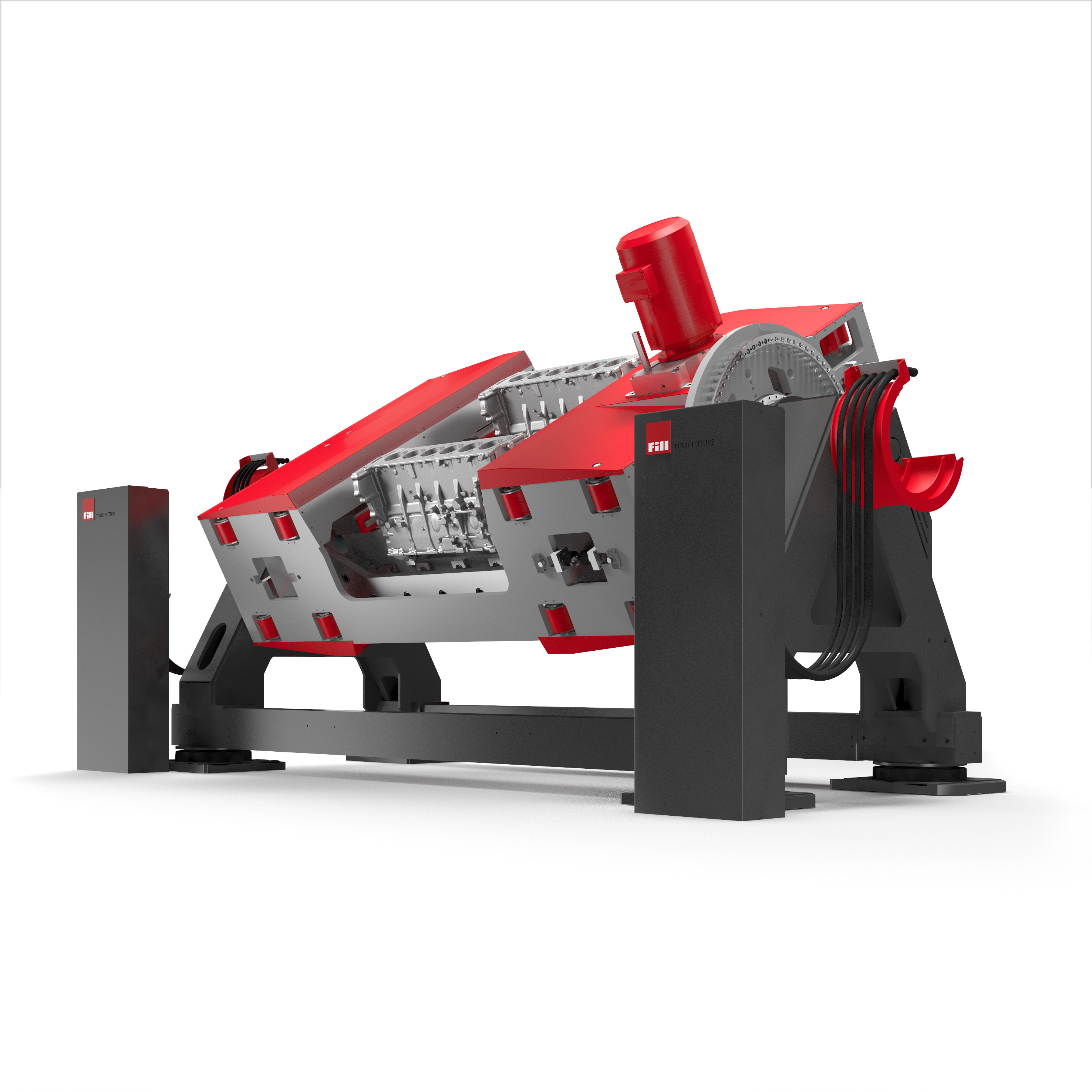
In the swinging principle, extremely powerful unbalance shafts create a force in the swinging direction. The castingclamping device is displaced by this. The previously broken sand core on the inside of the casting is pulverized and crushed by extreme accelerations and transported to the outside. Through the rotating unbalance shafts, acceleration values of over 450m/s² can be reached in the casting (depending on the load). A servo swivel unit puts the casting in the best position for sand to be transported out of it. This allows minimum sand residues in the casting to be achieved with high process reliability. In addition, compressed air can be blown into the inside of the casting in order to reduce the amount of sand residue even further.
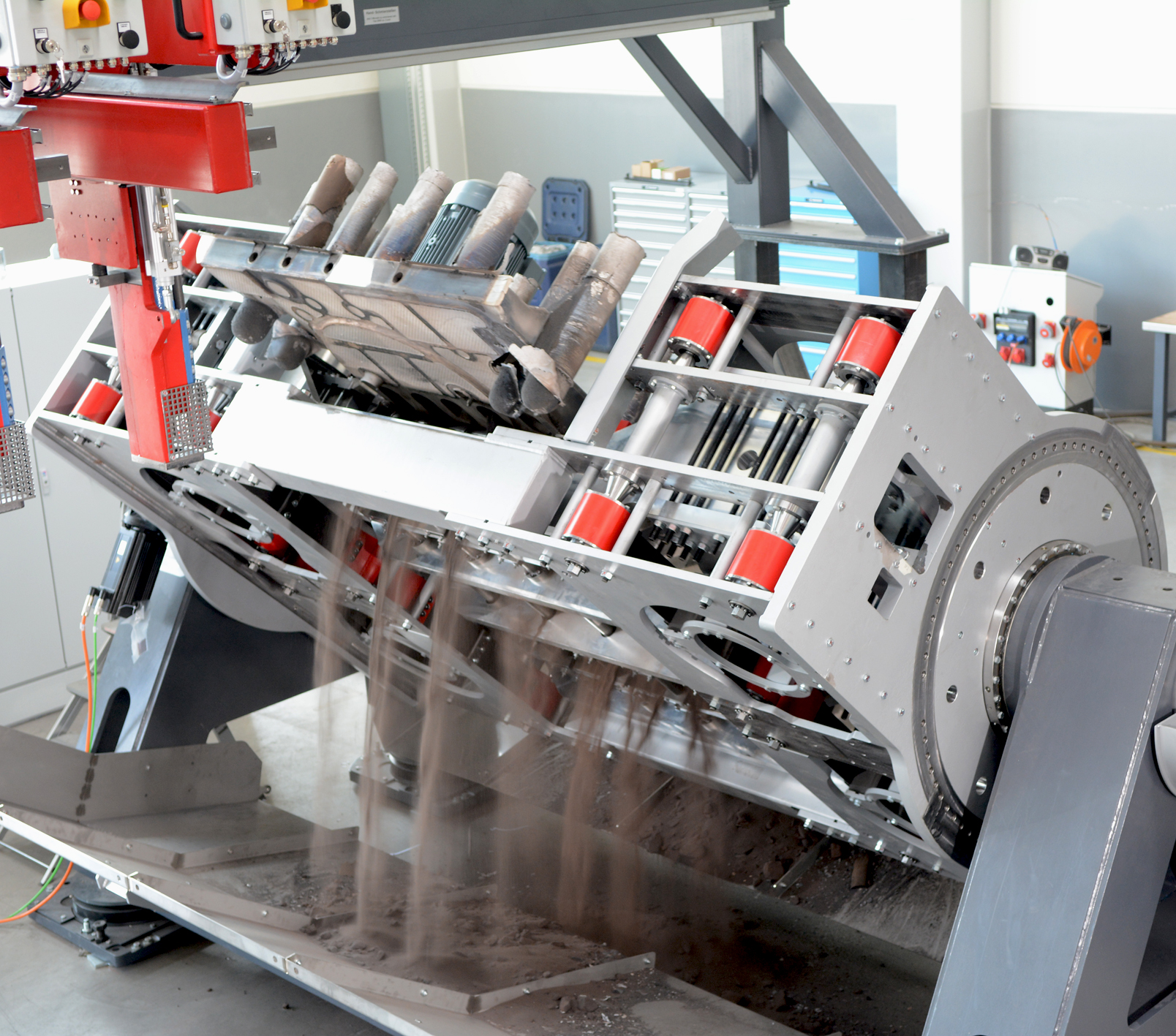
An example design can be seen in Figure 3. The machine shown can be used as an individual machine with a hammer modulus or operated in connection with several machines and a separate hammer station as required. The maximum load, i.e. the casting with clamping device, is 315 kg, making it possible to decore several castings at the same time (Figure 4). The technical data of the swinging decoring plant, type SWINGMASTER 1500 from the manufacturerFill GmbH, is given in data sheet.
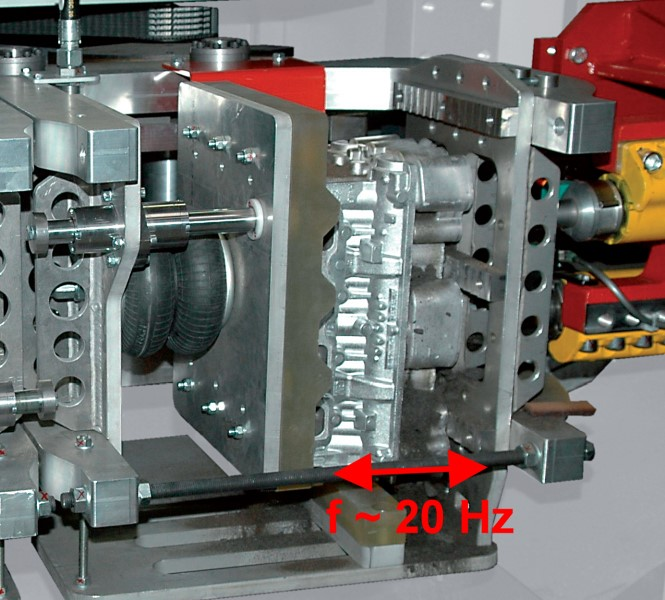
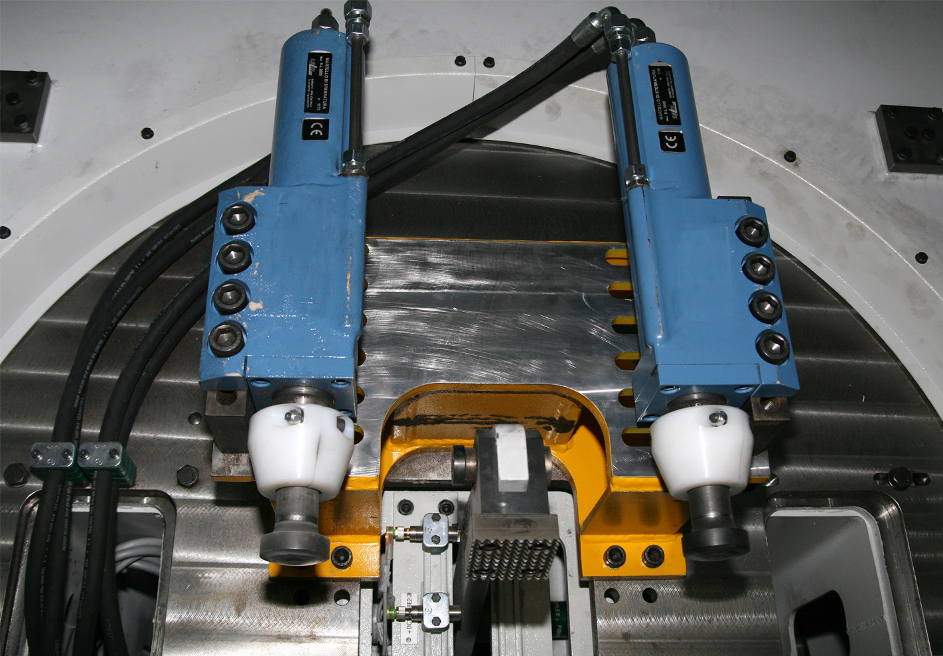
Decoring using swinging/vibration energy without rotating movement
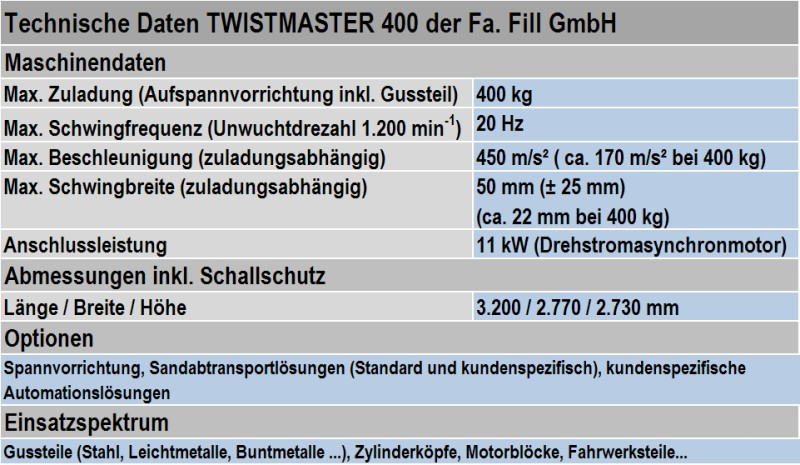
If the casting does not need to be rotated, a swinging decoring machine without rotating movement can also be used, as depicted in Figure 5, for example. Here too, two powerful unbalance shafts create a swinging motion which sets the casting in motion (Figure 6). Due to the accelerations which act on the mold material, the previously broken sand core inside the casting is crushed and transported to the outside. Acceleration values of over 170m/s² for loads of 400 kg are possible and guarantee minimum cycle times and the high efficiency (technical data for such a plant are given in Table 2). This construction can be used as an individual machine with hammers or in conjunction with several machines and a separate hammer station.
Movie 1: Decoring, source: company Fill GmbH
A further example is shown in Fig. 7 with the “Mössner decoring cell” (August Mössner GmbH + Co. KG). This equipment adapts to the individual cast part, and even in mixed operation enables its thorough decoring in connection with automatic part recognition. Fig. 8 shows details of this facility (August Mössner GmbH + Co. KG).
The high-performance decoring box is automatically loaded and unloaded robotically. Sand cores and sand which is stuck on is released by electrical and hydraulic knocking, vibration and swiveling apparatus, and is then shattered and shaken out. The individual decoring operations which are adapted to the cast part can be varied and programmed. The decoring time depends on the cast part. For two-cylinder heads, for example, it is approximately 46 seconds for double loading.
The decoring box is noise-protected (noise emissions: < 80dB(A)) and has loading doors which open and shut automatically. The sand is removed under the floor on a transport belt. An air removal rate of approximately 2000 m³/h is required to remove dust from the air. The decoring system has two hammers and can optionally also be equipped with four hammers.