Machine capability
Machine capability is the measure of the actual quality of a machine with respect to its specifications (abbreviation: cm: c stands for capability and m for machine).
The capability of a machine or process to fulfill the defined requirements is often specified by characteristic values. Machine and process capability are principally identical indications. They mainly differ due to the conditions under which they are determined.
The terms process capability and machine capability come from the automotive industry. The objective was to create a uniform tool to secure the quality capability of processes. In order to achieve high characteristic capability values, it is necessary to invest in safe and controlled production processes instead of test processes. For this reason, the general idea can be described as follows: It is better to prevent errors than correcting them.
Specifically, machine capability as well as other characteristic capability values focus on
- checking of existing machines,
- objective arguments in case of machine defects,
- findings for target specifications when buying a machine.
Machine capability and critical machine capability are calculated according to the following equations 1 and 2:
Eq. 1:
Glg. 2: 
| UTL | Upper tolerance limit | |
| LTL | Lower tolerance limit | |
| σ | Standard deviation of the sample (mathematically correct, it would be referred to with s), |

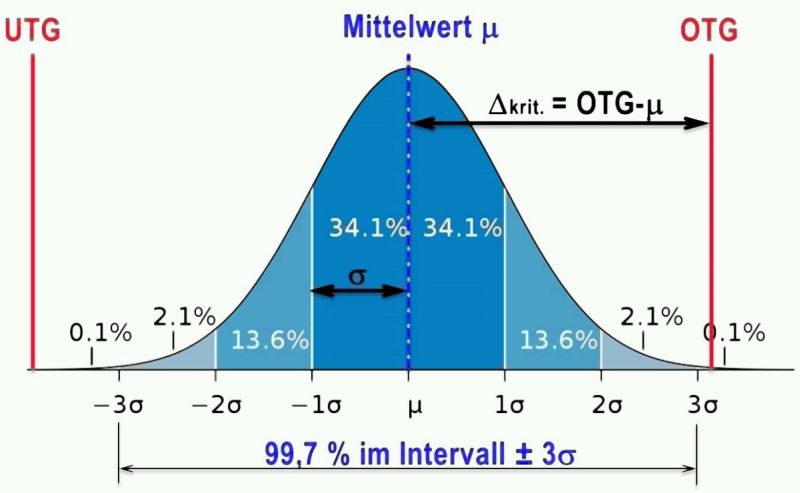
Δcrit. | Minimum of |LTL-μ| or |UTL-μ|, where μ refers to the arithmetic average value of the sample (i.e. the difference between the average value and the next tolerance limit) |
Fig. 1 illustrates the connection between the machine capability and the standard deviation for a normally distributed sample.The minimum requirement of the machine capability is a distribution of x ± 3σ within the specifications (cm = 1). This means, at least 99.73 % of the produced parts should lie within the tolerance limits (this corresponds to exactly 2699 defective parts for one million produced parts). A minimum value of 1.33 refers to a distribution of x ± 4σ. This means, 99.9934 % of the produced parts lie within the specification limits or 66 NOK parts at 1,000,000 produced parts.
Nowadays, minimum requirements of cm > 1.67 are common, this is almost a zero-error rate.
The objective of machine capability is determination of the short-term distribution behavior of the processing result of a machine under framework conditions that are as constant as possible.
Concrete framework conditions include a machine at operating temperature, a tool, a batch of raw components, no external interferences and acceptance at the machine manufacturer or after commissioning. Phrased more exactly: The influences human, material, measuring process, machine temperature and production process must not or only slightly change. This means:
- Human: The operating person of the machine during the check must not change.
- Material: The same material has to be used (e.g. material of one manufacturer from one consignment).
- Measuring process: The measuring device must not be changed during the check.
- Machine temperature: The temperature of the machine should not fluctuate, i.e. all systems of the machine are on operating temperature.
- Production process: Always the same production process is applied.
The process to determine the machine capability is as follows:
- At least 50 parts are subsequently produced.
- The characteristics are measured and the results reported in the original data charts.
- The results are tested for stability
- Standard deviations and average values are determined.
- The capability indices cm and cmk are determined.
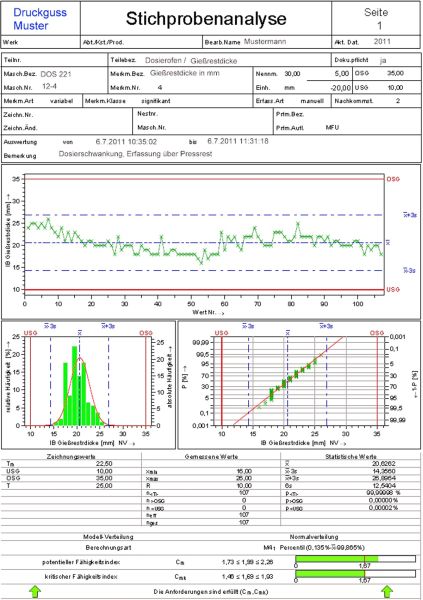
Figure 2 illustrates the evaluation of the machine capability of a die casting dosing furnace, whereas the residual pressing thickness was applied as characteristic value.The easiest way to increase the process capability of a defined process is to loosen the specification limits: The larger the difference between UTL and LTL, i.e. the tolerance range, the more standard deviations may occur. Respectively, no specification limits would result in infinite process capability.
For proper evaluation of the machine capability, the process owner should not have the possibility to adjust the specification limits.
Additional references:
Efficiency
Availability
Overall Equipment Effectiveness (OEE)