Gusseisen
Sammelbegriff für alle Eisen-Kohlenstoff-Legierung mit mindestens 2 % Kohlenstoff und weiteren Legierungsbestandteilen, insbesondere Silizium.
Grundsätzlich unterscheidet man zwischen
- Gusseisen mit Lamellengrafit (GJL, graues Gusseisen, Grauguss)
- Gusseisen mit Kugelgrafit (GJS, Sphäroguss, duktiles Gusseisen)
- Gusseisen mit Vermiculargrafit (GJV)
- ausferritischesGusseisen (ADI)
Diese Sorten haben alle graue Bruchflächen, im Gegensatz dazu Temperguss und Hartguss (Karbidisches Gusseisen), welche weiß erstarren und somit weiße Bruchflächen haben.
Gusseisen wird mittels Roheisen, Stahlschrott und Kreislaufmaterial sowie weiterer spezieller Zusätze und Legierungselemente im Kupolofen oder Elektroofen erzeugt.
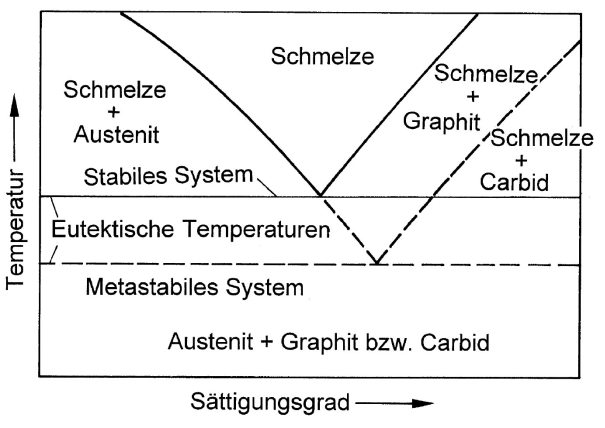
Nach dem Eisen-Kohlenstoff-Zustandsschaubild unterscheidet man das stabile Fe-C-(Eisen-Grafit)- und das metastabile Fe-Fe3C-(Eisen-Zementit)-System. Um je nach dem Verwendungszweck Grau- oder Weißerstarrung zu erzielen, muss das Gusseisen bei der jeweiligen gießtechnisch vorgegebenen Abkühlungsgeschwindigkeit entsprechend zusammengesetzt sein. Dies zielt im Wesentlichen auf eine Beeinflussung des Intervalls zwischen der stabilen und der metastabilen eutektischen Gleichgewichtstemperatur ab (Bild 1).
So wird durch Silizium dieses Intervall aufgeweitet und die Schmelze kann auch bei stärkerer Unterkühlung noch mit Sicherheit grau erstarren. Wird im Gegensatz dazu Weißerstarrung beabsichtigt wird die Eisenzusammensetzung so gewählt, dass das Intervall der beiden eutektischen Temperaturen gering ist.
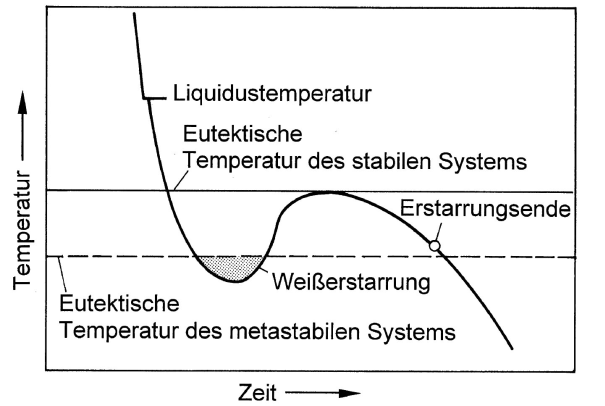
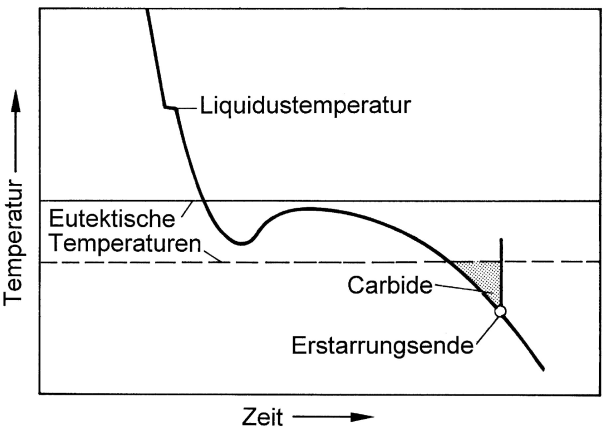
Außerdem hängt die Bereitschaft zur Grau- bzw. Weißerstarrung auch noch von der Überhitzung der Schmelze (Keimbildungszustand, s. Keimhaushalt) sowie der Abkühlungsgeschwindigkeit und somit von der Wanddicke ab. Die in den Bildern 2, 4 und 6 dargestellten Abkühlkurven machen dies deutlich. Bei höherer Abkühlgeschwindigkeit kann das Eisen bis unter die Temperatur des metastabilen Systems Eisen-Zementitabkühlen, so dass sich Eisenkarbid (Fe3C) zu bilden vermag; dies trifft vor allem in dünneren Querschnitten und an Gussstückkanten zu (sog. Kantenhärte, Weißeinstrahlung infolge Karbidausscheidung).
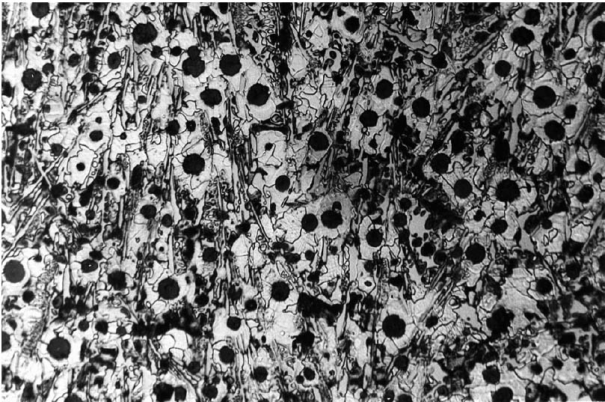
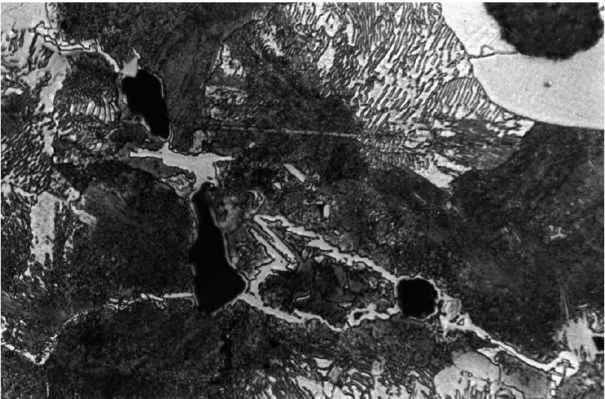
Wird bei der eutektischen Reaktion viel Wärme frei, kann die Temperatur der Restschmelze wieder über die eutektische Temperatur des metastabilen Systems steigen und Grauerstarrung auslösen (Bild 2). Das Ergebnis ist ein meliertes, weiß-grau erstarrtes Gefüge, wie in Bild 3 dargestellt.
Bleibt es jedoch bei der Weißerstarrung unterhalb der eutektischen Temperatur des metastabilen Systems (Bild 4), erhält man das Gefüge eines typisch weißen Gusseisens (Bild 5).
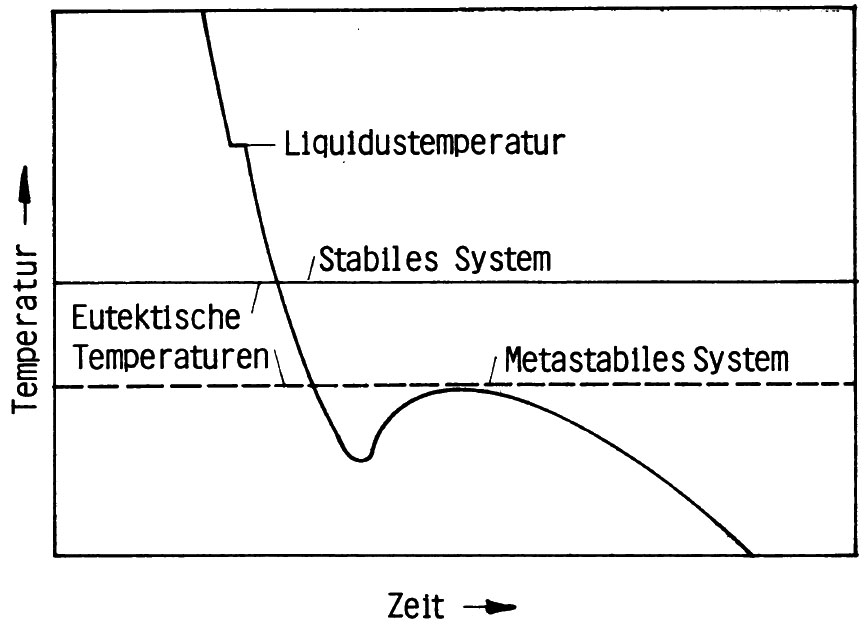
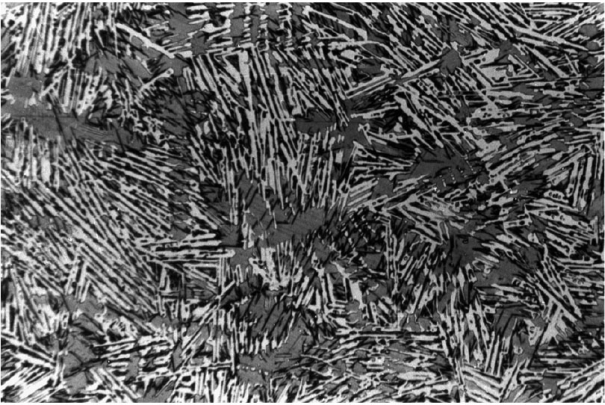
Karbide können auch erst später, gegen Ende des Erstarrungsvorganges, gebildet werden. Mit fortschreitender eutektischer Erstarrung wird in der Regel genügend Wärme frei, um die Temperatur anzuheben (Rekaleszenz), aber gegen Ende der Erstarrung nimmt die Reaktionsgeschwindigkeit ab, und die Temperatur beginnt wieder zu fallen. Dabei kann es vorkommen, dass die verbleibende Restschmelze unter die eutektische Temperatur des metastabilen Systems abkühlt und Karbide gebildet werden (Bild 6). Sie bauen sich an den Grenzen der bereits gewachsenen eutektischen Körner auf (Bild 7) und werden als Korngrenzenkarbide bezeichnet.
Durch Impfen wird die Zahl der Keime für die Kristallisation des Grafiteutektikums erhöht und so die Schrecktiefe verringert und eine Kornfeinung des eutektischen Gefüges erreicht, die ihrerseits die Festigkeitseigenschaften im Gussstück verbessert.
Die Gefügestruktur hängt somit von den Gehalten an Kohlenstoff- und Silizium sowie von der Impfwirkung ab. Außerdem ist der eutektoide Zerfall des Austenits in Perlit (im metastabilen System) bzw. in Ferrit und Grafit (im stabilen System) zu berücksichtigen.
Die letztgenannte Umwandlung erfolgt jedoch im grau erstarrten Gusseisen nur bei sehr langsamer Abkühlung, so dass sich normalerweise Perlit bildet. Dies bedeutet, dass der eutektoide Zerfall des Austenits bei der Abkühlung des grauen Gusseisens mehr oder minder rasch in das metastabile System umschlägt; lediglich bei einer Eisenzusammensetzung mit relativ hoher Grafitisierungstendenz oder bei sehr langsamer Abkühlung (große Gussstückwanddicke) kann sich vorwiegend Ferrit bilden. Im Allgemeinen wird aber ein perlitischesGefüge im grauen Gusseisen bevorzugt.
Entscheidend für die Festigkeit eines Gusseisens ist zuallererst das Primärerstarrungsgefüge. Je größer der Anteil an Primäraustenitdendriten (s. Dendriten), desto höher ist die Festigkeit. Dies ist der Hauptgrund für den Festigkeitsanstieg mit abnehmendem Sättigungsgrad bzw. Kohlenstoffäquivalent. Eine sehr wichtige Rolle spilet zudem die Grafitform. Die Grafitteilchen schwächen das Gefüge und unterbrechen die Kontinuität der metallischen Gefügegrundmasse.
Die älteste Gruppe der Eisengusswerkstoffe ist das Gusseisen mit Lamellengrafit (Grauguss) mit perlitischer oder ferritisch-perlitischer Grundmasse und Grafitlamellen in sehr unterschiedlicher Größe. Die Zugfestigkeit dieses Werkstoffes liegt zwischen 100 und 400 MPa, allerdings weist er fast keine Bruchdehnung auf, besitzt aber andererseits den großen Vorteil einer relativ geringen Erstarrungsschwindung von etwa nur 1 %. Wird die lamellare Ausbildungsform vermieden und der Kohlenstoff mehr in Knoten- oder Kugelform erzeugt, so steigen die Festigkeitseigenschaften an; im Besonderen aber erhält man Werkstoffe mit viel besserer Bruchzähigkeit.
Während die Herstellung des Tempergusses, in welchem der elementare Kohlenstoff knoten- bis kugelförmig vorliegt, schon ein sehr lange geübtes Verfahren darstellt, ist die betriebsmäßige Erzeugung von Gusseisen mit Kugelgrafit erst seit etwas mehr als fünf Jahrzehnten allgemein in Anwendung. Die beiden letztgenannten Werkstoffe unterscheiden sich vor allem im Siliziumgehalt, der beim Temperguss bei rund 1 %‚ beim Gusseisen mit Kugelgrafit üblicherweise zwischen 2 und 3 % liegt. Die Festigkeits- und Zähigkeitswerte erreichen bei beiden Werkstoffen dieselbe Größenordnung und können außerdem durch Legierungszusätze und Wärmebehandlungen ziemlich weitgehend variiert werden. Auf alle Fälle liegen sie bei vergleichbarer Gefügegrundmasse weit über den Eigenschaftswerten des üblichen Gusseisen mit Lamellengrafit.
Vermiculargrafit entstand ursprünglich als unerwünschte Grafitform bei der Herstellung von Gusseisen mit Kugelgrafit bei ungenügender oder bereits wieder abklingender Behandlung mit kugelbildenden Zusätzen. Gusseisen mit Vermiculargrafit findet heute zunehmend im Motorenbau Verwendung. Es ist aufgrund seiner Eigenschaften ein Bindeglied zwischen Gusseisen mit Lamellengrafit (GJL) und Gusseisen mit Kugelgrafit (GJS). Hohe Zugfestigkeit von über 400 MPa, 2 bis 6 % Bruchdehnung, gute Wärmeleitfähigkeit und gute Gießbarkeit sind kennzeichnende Eigenschaften von Gusseisen mit Vermiculargrafit (GJV).
Die Wirkung der kugelgrafiterzeugenden Elemente auf das Kristallwachstum war und ist Gegenstand zahlreicher Untersuchungen und auch die Ausbildungsformen des Kohlenstoffes wurden eingehend untersucht. Vor allem durch den Einsatz moderner Untersuchungsverfahren (Rasterelektronenmikroskop, Elektronenstrahlmikroanalyse usw.) gelang es nachzuweisen, dass alle Grafitformen aus hexagonalen Grafitplättchen mit Durchmessern von einigen Mikrometern und einer Dicke von einigen Zehntel Mikrometern aufgebaut sind und dass sich die zahlreichen Grafitformen im technischen Gusseisen nur durch die verschiedene Anordnung dieser Plättchen unterscheiden.
Während beim grauen Gusseisen der Grafit z. T. aus der Schmelze, z. T. während der Abkühlung ausgeschieden wird, wird beim Temperguss das Eisenkarbid erst nachträglich durch eine besondere Langzeitglühung zum Zerfall gebracht (Karbidzerfallsglühen). Der entstehende Grafit sammelt sich zu charakteristischen Knoten und führt den Namen Temperkohle.
Man unterscheidet dabei nach dem makroskopischen Bruchaussehen den weißen (GJMW) und den schwarzen (GJMB) Temperguss.
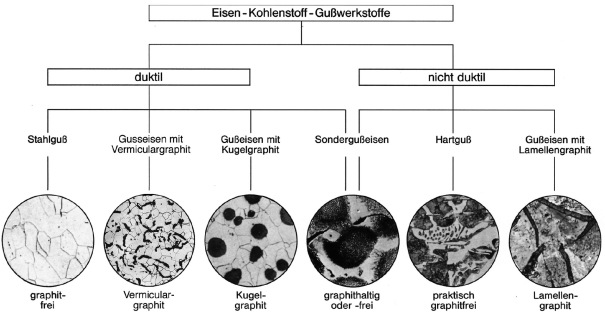
Eine generelle Übersicht über die Eisen-Kohlenstoff-Gusswerkstoffe zeigt Bild 8.
Weiterführende Stichworte:
Metallische Grundmasse von Gusseisen
Gefügeausbildung von Gusseisen
Austenitisches Gusseisen
Bainitisches Gusseisen
Karbidisches Gusseisen
eutektisches Gusseisen
Ferritisches Gusseisen
synthetisches Gusseisen