Heiß Isostatisches Pressen
Das Heiß Isostatische Pressen (HIP Prozess) dient dazu, innere Hohlräume, wie z. B. Restporen (siehe Gasporosität, Mikroporosität, Wasserstoffporosität) in gegossenen oder gesinterten Werkstücken aus metallischen oder keramischen Werkstoffen zu beseitigen, um vergleichbare Eigenschaften wie die von Schmiedewerkstoffen zu erzielen.
Beim Heiß Isostatischen Pressen (HIP) werden gereinigte, unbearbeitete Aluminiumgussteile in speziellen Anlagen (Autoklav) in Argonatmosphäre bei sehr hohem, allseitig wirkenden Gasdruck und hoher Temperatur über ihre Fließgrenze erwärmt und dabei verdichtet.
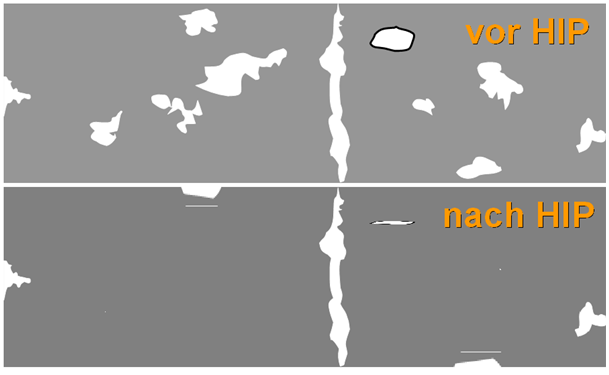
Das Gussteil befindet sich auf „Schmiedetemperatur“ und wird somit plastisch verformbar. Bei Temperaturen knapp unter der Lösungsglühtemperatur der jeweiligen Aluminiumlegierung und geeignet hohen Drücken werden im Werkstoff Kriechmechanismen ausgelöst und es findet eine plastische Umformung statt. Das Material fließt, bei Vorhandensein innerer Poren zum Mittelpunkt dieser Poren. Die Porenwände berühren sich, durch thermisch aktivierte Diffusionsvorgänge entsteht eine metallische Verbindung, alle inneren Poren verschwinden. Bild 1 zeigt das Prinzip des Hipens schematisch.
Das Heiß Isostatische Pressen (HIP Prozess) dient dazu, innere Hohlräume, wie z. B. Restporen (siehe Gasporosität, Mikroporosität, Wasserstoffporosität) in gegossenen oder gesinterten Werkstücken aus metallischen oder keramischen Werkstoffen zu beseitigen, um vergleichbare Eigenschaften wie die von Schmiedewerkstoffen zu erzielen.
Beim Heiß Isostatischen Pressen (HIP) werden gereinigte, unbearbeitete Aluminiumgussteile in speziellen Anlagen (Autoklav) in Argonatmosphäre bei sehr hohem, allseitig wirkenden Gasdruck und hoher Temperatur über ihre Fließgrenze erwärmt und dabei verdichtet.
Das Gussteil befindet sich auf „Schmiedetemperatur“ und wird somit plastisch verformbar. Bei Temperaturen knapp unter der Lösungsglühtemperatur der jeweiligen Aluminiumlegierung und geeignet hohen Drücken werden im Werkstoff Kriechmechanismen ausgelöst und es findet eine plastische Umformung statt. Das Material fließt, bei Vorhandensein innerer Poren zum Mittelpunkt dieser Poren. Die Porenwände berühren sich, durch thermisch aktivierte Diffusionsvorgänge entsteht eine metallische Verbindung, alle inneren Poren verschwinden. Bild 1 zeigt das Prinzip des Hipens schematisch.
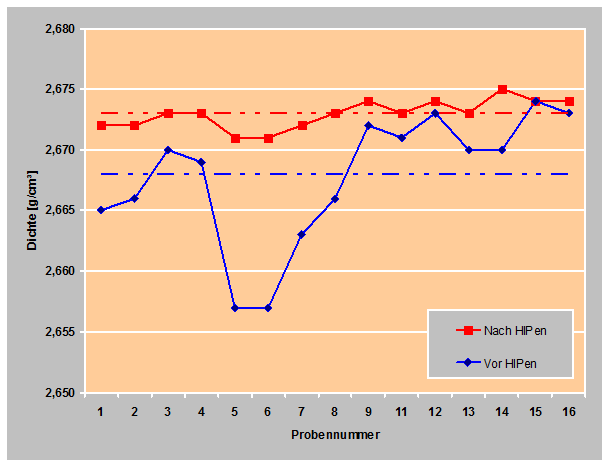
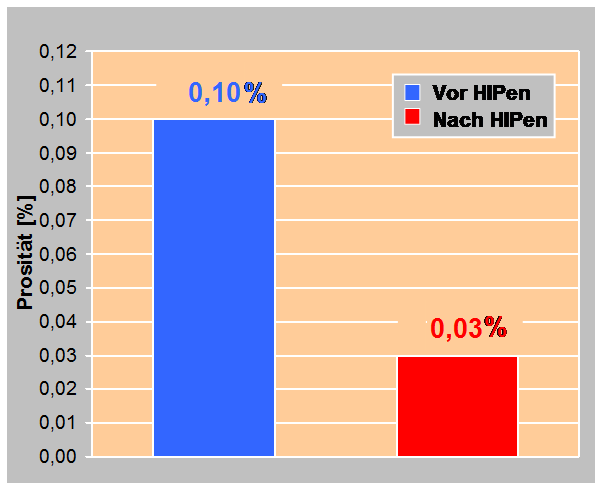
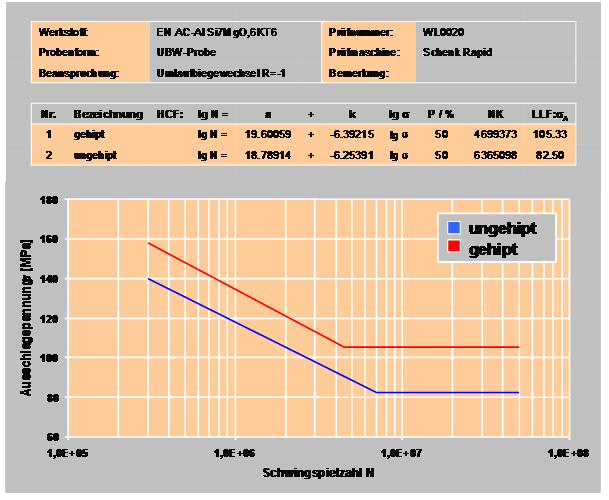
Werkstücke, die einem HIP-Prozess unterzogen werden, haben eine höhere Dichte und eine geringere Streuung der Dichtewerte (Bild 4), die Porosität nimmt signifikant ab (Bild 5). Als Folge dieser verringerten Porosität ergeben sich deutliche Verbesserungen der statischen und dynamischen Eigenschaften. Gleichmäßigere Qualitäten ergeben niedrigere Ausschussraten und minimieren bei richtiger Bauteilauslegung die Versagensrisiken (Bild 6).
Weiterführende Stichworte:
Wärmebehandlung von aushärtbaren Aluminium-Gusslegierungen
Aluminium-Gusslegierungen