Hot-isostatic pressing
Hot-isostatic pressing (HIP process) is used for removing internal cavities such as remaining pores (see gas porosity, micro-porosity, hydrogen porosity) in casted or syphoned workpieces made of metal or ceramics in order to achieve characteristics which can be compared to those of forged materials.
The HIP process uses cleaned, unmachined aluminum castings in special machines (autoclave) under argonate atmosphere are heated beyond their yield point and compacted using very high gas pressure from all sides and high temperatures.
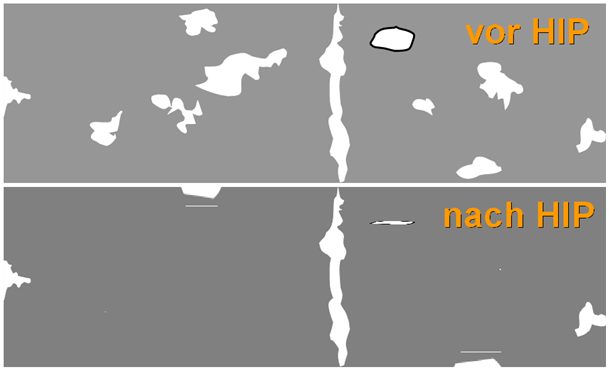
The casting has “forging temperature” and is pliable. With temperatures just under the solution annealing temperature of the relevant aluminum alloy and adequately high pressures crawling mechanisms are started and a plastic transformation takes place. If internal pores are present, the material flows to the pore center. Pore walls touch each other, a metallic compound develops due to thermally activated diffusions processes and all internal pores vanish. Fig. 1 schematically illustrates the HIPing principle.
With gas pressure hiping, which in contrast to liquid hiping has widely been in use, components to be hiped are added to a pressure vessel (Fig. 2 and 3). The interior air quantity is exchanged by an inert gas (argon or nitrogen). At the same time, temperatures and pressures are set to a material-related operation level. The HIPing temperature is about 500 °C, the pressure is 1000bar.
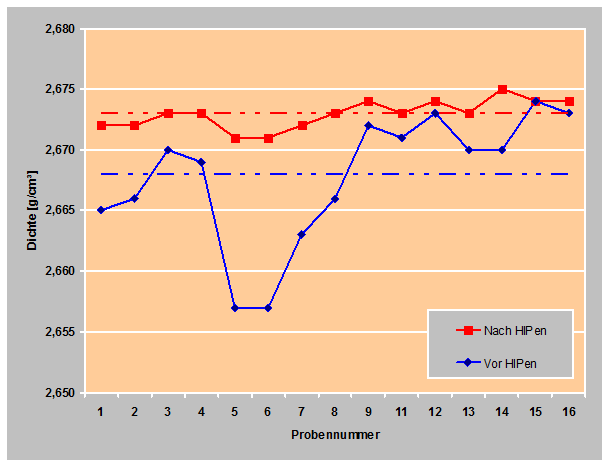
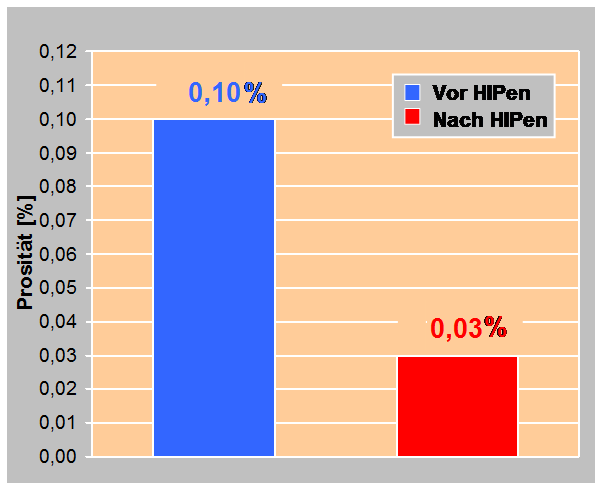
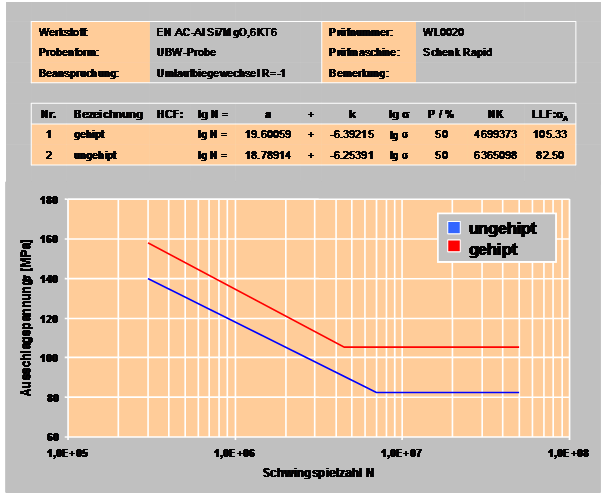
Workpieces which are subjected to a HIP process have a higher density and a lower density value distribution (Fig. 4), porosity decreases significantly (Fig. 5). A consequence of decreased porosity is an improvement of static and dynamic characteristics. More even qualities result in lower scrap rates and minimize risk of failure if components are correctly set (Fig. 6).
Additional references:
Heat treatment of hardenable aluminum alloys