Heuverssche Kreismethode
Eine von A. Heuvers entwickelte Methode zur Bestimmung und Korrektur von Gussteilquerschnitten, die im ausreichenden Maß durch einen Speiser versorgt werden müssen. Die theoretische Grundlage ist die Forderung, dass der Erstarrungsmodul (s. Gussstückmodul) eines Querschnittbereiches zum Speiser hin stetig zunehmen muss, um ein gleichmäßiges Wärmegefälle zu erreichen.
Nach der Formel von Chvorinov (Glg.1, siehe auch Chvorinovsche Regel) ist die Erstarrungszeit tE eines Gussstückes in der Form proportional dem Quadrat seines Erstarrungsmoduls M:
Glg. 1:
| tE | Erstarrungszeit in s |
| k | metall-, formstoff- und temperaturabhängiger Koeffizient (s/cm2) |
| M | Modul M = V/O in cm |
| V | Gussstückvolumen in cm3 |
| O | Gussstückoberfläche in cm2 |
| n | Exponent mit n = 1,5 bis 2,0 |
Der Erstarrungsmodul M in cm ist dabei das Verhältnis von Gussstückvolumen in cm3 zu wärmeabführender Gussoberfläche in cm2. Zum Dichtspeisen eines Gussteiles wird ein Speiservolumen mit einer größeren Erstarrungszeit tE als das des Gussteiles benötigt. Somit ist die einfache Heuverssche Kreismethode eine grobe Näherung der Chvorinovschen Regel für ebene Erstarrungsprobleme.
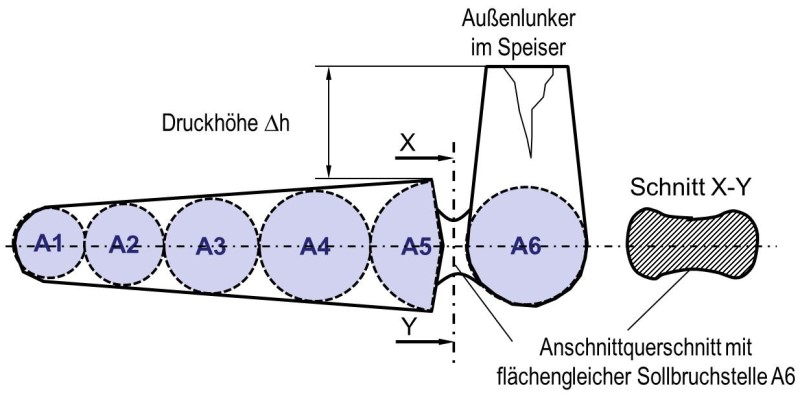
Die Heuverssche Kreismethode lässt sich einfach am Beispiel der gelenkten Erstarrung eines Keils durch einen Speiser (Bild 1) erklären. Der Speiser hat dabei die Aufgabe, das Nachspeisen des Gussstückes zu ermöglichen. Dazu muss er richtig bemessen und angeordnet werden. Er darf erst dann erstarren, wenn das Gussstück bereits fest ist, d. h. er soll am dicksten Querschnitt, nach Möglichkeit in der Formteilung, angebracht sein. Eine einfache Wanddicken- und Speiserbemessung ist dann mit der Heuversschen Kreismethode möglich.
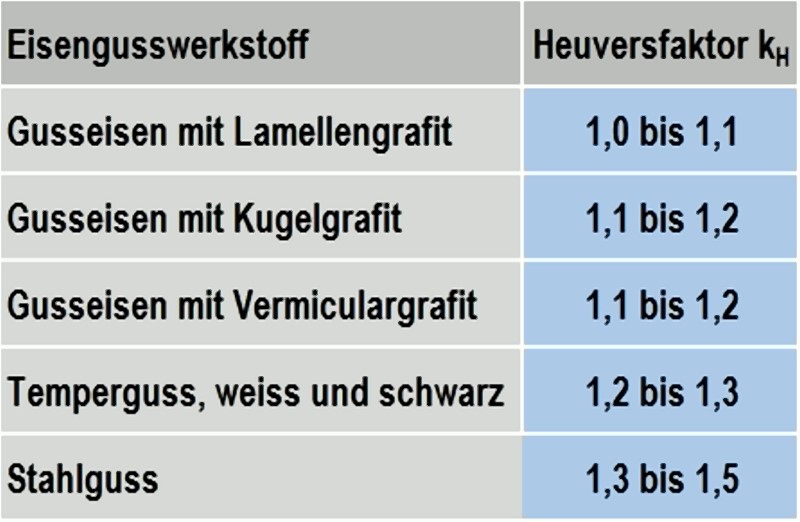
Ausgehend von der geringsten Wanddicke bei A1 in Bild 1 werden einander berührende Kreise in den Wandquerschnitt eingezeichnet, deren Kreisflächen sich um einen konstanten Faktor kH, den sog. Heuversfaktor, bis zum Speiser A6 vergrößern. Tabelle 1 gibt die für Nassguss und Sandguss zum Dichtspeisen bewährten Heuversfaktoren kH für einige Eisengusswerkstoffe wieder. Mit größer werdendem Faktor nimmt der Aufwand zum Dichtspeisen zu, was bedeutet, dass die wirksame Speisungslänge zugleich abnimmt. Bei einer gießgerechten Konstruktion soll das Verhältnis (A1/A2) jeweils benachbarter einbeschriebener Kreisquerschnitte also nahe bei eins bzw. etwas größer als bei eins in Richtung zur Speisung hin liegen.
Die Verbindung zwischen Speiser und Gussstück, der Anschnittquerschnitt, muss so ausgebildet sein, dass der Speiser durch Abschlagen, Sägen, Trennen oder Brennschneiden hinreichend einfach zu entfernen ist. Ein effektiver Speiser zeigt nach dem Guss einen tiefen Außenlunker und Einfallstellen. Zudem muss die Speiserhöhe derart ausgeführt sein, dass eine ausreichende Druckhöhe h zum Gussstück als treibende Kraft zum Speisen verfügbar ist. Der Anschnittquerschnitt sollte daher ebenfalls dem naheliegendstem Heuversschen Kreisquerschnitt entsprechen, wobei jedoch der Sandkanteneffekt als positiver Einfluss (d. h. querschnittsvermindernd) zu berücksichtigen ist.
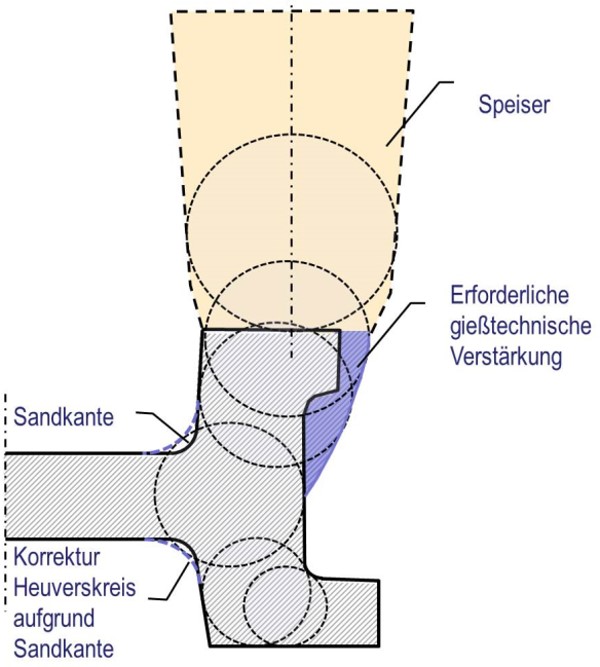
Nach dem von A. Heuvers angegebenen Verfahren werden also Kreise derart eingezeichnet, dass sie den im Modellaufriss ergebenden Gussstückquerschnitten entsprechen. Die Querschnitte müssen durch die Kreise vollständig ausfüllen und deren Durchmesser zum Speiser hin ständig größer werden. Das Einzeichnen der Heuversschen Kreise wird auch „Auskreisen“ genannt. Erforderlichenfalls sind Verstärkungszugaben am Gussstück vorzusehen, wenn die Kreise bei zunehmendem Durchmesser nicht mehr in die Querschnitte passen, wie aus Bild 2 hervor geht. Diese Zugaben müssen durch die Bearbeitung des Gussstücks wieder entfernt werden. Querschnitte, die sich durch die Methode als zu groß ergeben, sollten eingeschnürt oder durch Anlegen von Außenkokillen (Kühleisen) zu einer rascheren Erstarrung gezwungen werden. Sandkanten an Querschnittsübergängen (Knotenpunkten) führen zu einem Wärmestau, der umso größer ist, je kleiner der Abrundungsradius bemessen wird. Dieser Sandkanteneffekt ist zu berücksichtigen, indem man die Hohlkehlen an den Querschnittsübergängen in Abschätzung des zu erwartenden Wärmestaus mit einem angenommenen größeren Radius zeichnet, den die Heuversschen Kreise tangieren müssen (Bild 2).
Räumlich gesehen sind die Kreise als Kugeln aufzufassen, deren Erstarrungsmodul mit steigendem Durchmesser zunimmt. In der Zeichnung sind auch die Bearbeitungszugaben zu berücksichtigen; es ist daher am zweckmäßigsten, nicht von einer Gussstückschnittzeichnung, sondern von einem Modellriss auszugehen.
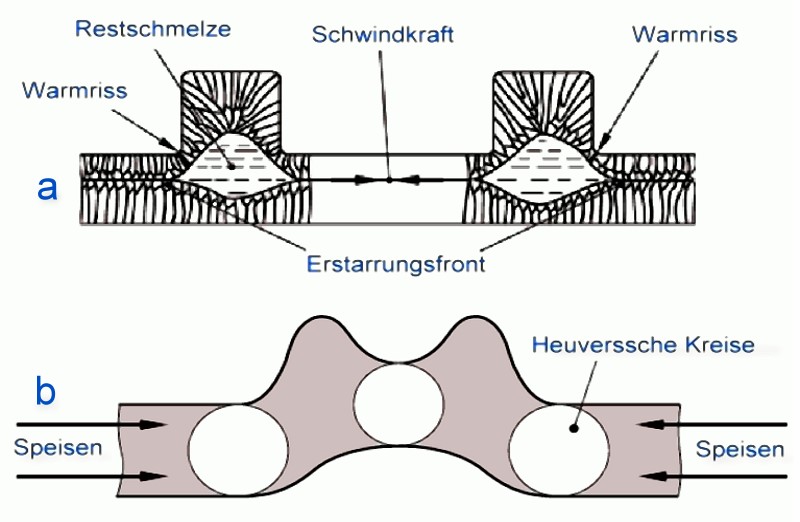
Die Warmrissbildung (s. Warmriss, Heißriss) an einem ausgesteiften Deckel oder einer Platte zeigt Bild 3a. Wenn die Rippendicke überdimensioniert ist und die Erstarrungsfront stängelförmig entgegen dem Wärmefluss zur thermischen Mitte hin wächst, können Warmrisse durch die Schwindungsbehinderung des Formstoffs in den Radien auftreten. Durch Umgestaltung der Rippen nach Bild 3b unter Anwendung der Heuversschen Kreismethode kann die Warmrissneigung vermindert werden.
Die Modultheorie erlaubt eine verfeinerte mathematische Berechnung des Erstarrungsverhaltens und der Speiserbemessung von Gussstücken. Sie wurde besonders von Wlodawer für Stahlguss entwickelt.