Schliffherstellung
Anfertigung einer Probe zur metallographischen Untersuchung.
Die Kenntnis der Gefügeausbildung aller Gusswerkstoffe, insbesondere bei zu untersuchenden Fehlern, ist für die Materialbeurteilung unerlässlich. Makroskopische, vor allem aber mikroskopische Gefügeuntersuchungen sind für die Fehler bzw. Schadensfallanalyse absolut notwendig. Neuerdings werden auch rasterelektronenmikroskopische Untersuchungen (in Verbindung mit Mikrosondenuntersuchungen) immer häufiger angewendet, weil dadurch die Ursachen deutlich und mit hoher Genauigkeit interpretiert werden können.
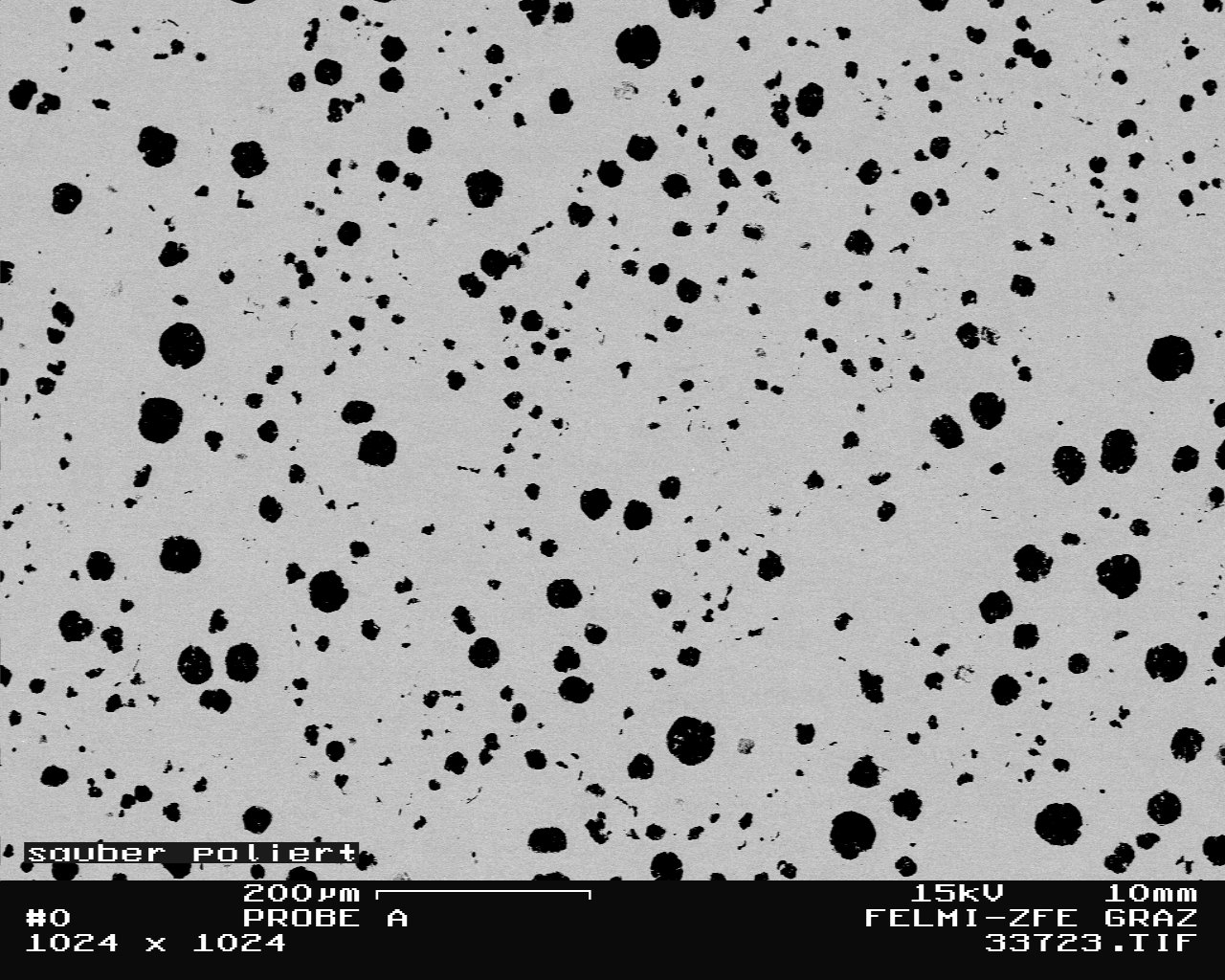
Eine exakte Schliffinterpretation setzt eine maximale Kantenschärfe des zu analysierenden Gefüges voraus (Bild 1). Dies ist aber nur mit eingebetteten Schliffen, insbesondere mit Warmeinbettung mit mineralisch härteten Massen, möglich. Deshalb ist der erste Schritt der Schliffherstellung das Einbetten. Vorher muss die Probe aber vorsichtig entgratet und von den bei der Vorbereitung verursachten Verunreinigungen befreit werden, denn diese können beim Schleifen und Polieren Spuren hinterlassen, die dann eine sichere Interpretation erschweren.
Um den Anforderungen an einen metallographischen Schliff nachzukommen, muss nun die Schlifffläche einer schrittweisen Feinbearbeitung durch Schleifen unterworfen werden. Das Schleifen beseitigt Beschädigungen und verformtes Oberflächenmaterial unter geringster Hinzufügung neuer Verformungen. Es soll eine plane Oberfläche erreicht werden, deren Restverformung durch Polieren in kurzer Zeit entfernt werden kann.
Nichteisenmetalle und deren Legierungen dürfen keinesfalls trocken geschliffen werden. Das Schleifen erfolgt nass und wird der Reihe nach auf Schleifpapieren mit den Körnungen 240, 320, 400 und 600 durchgeführt (Mg und Mg-Legierungen 400, 600, 1200 und 2400). Nach dem Schleifvorgang muss der Schliff gründlich mit Wasser gereinigt und mit Alkohol nachgespült werden. Die Trocknung erfolgt mittels Heißluft.
Poröse Schliffe sollten einige Minuten im Ultraschallbad gereinigt werden, um zu vermeiden, dass eventuell in den Poren haftende Verunreinigungen und Schleifreste auf das Poliertuch gelangen. Schliffe, bei denen Einschlüsse im Gefüge untersucht werden sollen, dürfen so nicht gereinigt werden (Gefahr, dass die Einschlüsse herausgelöst werden).
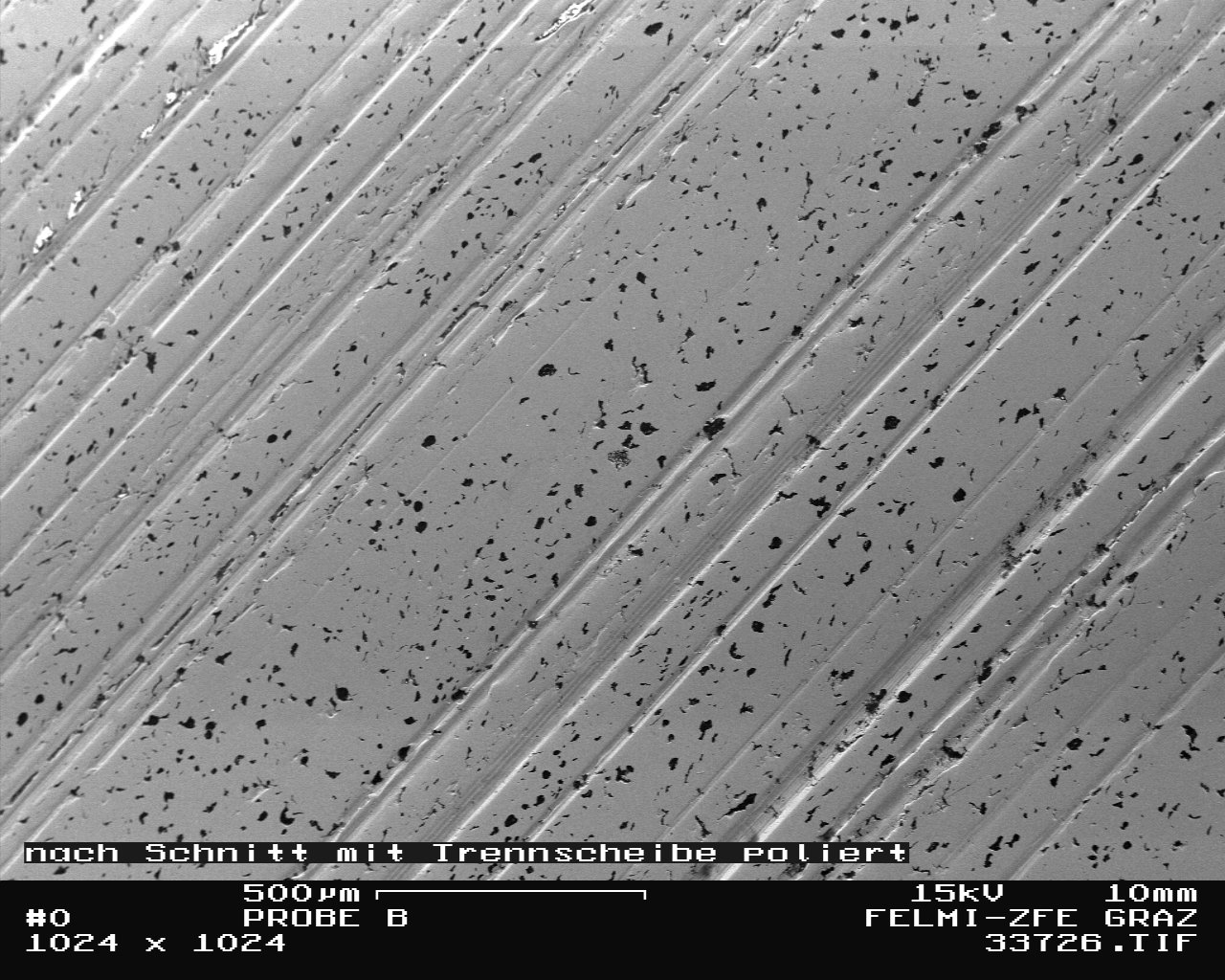
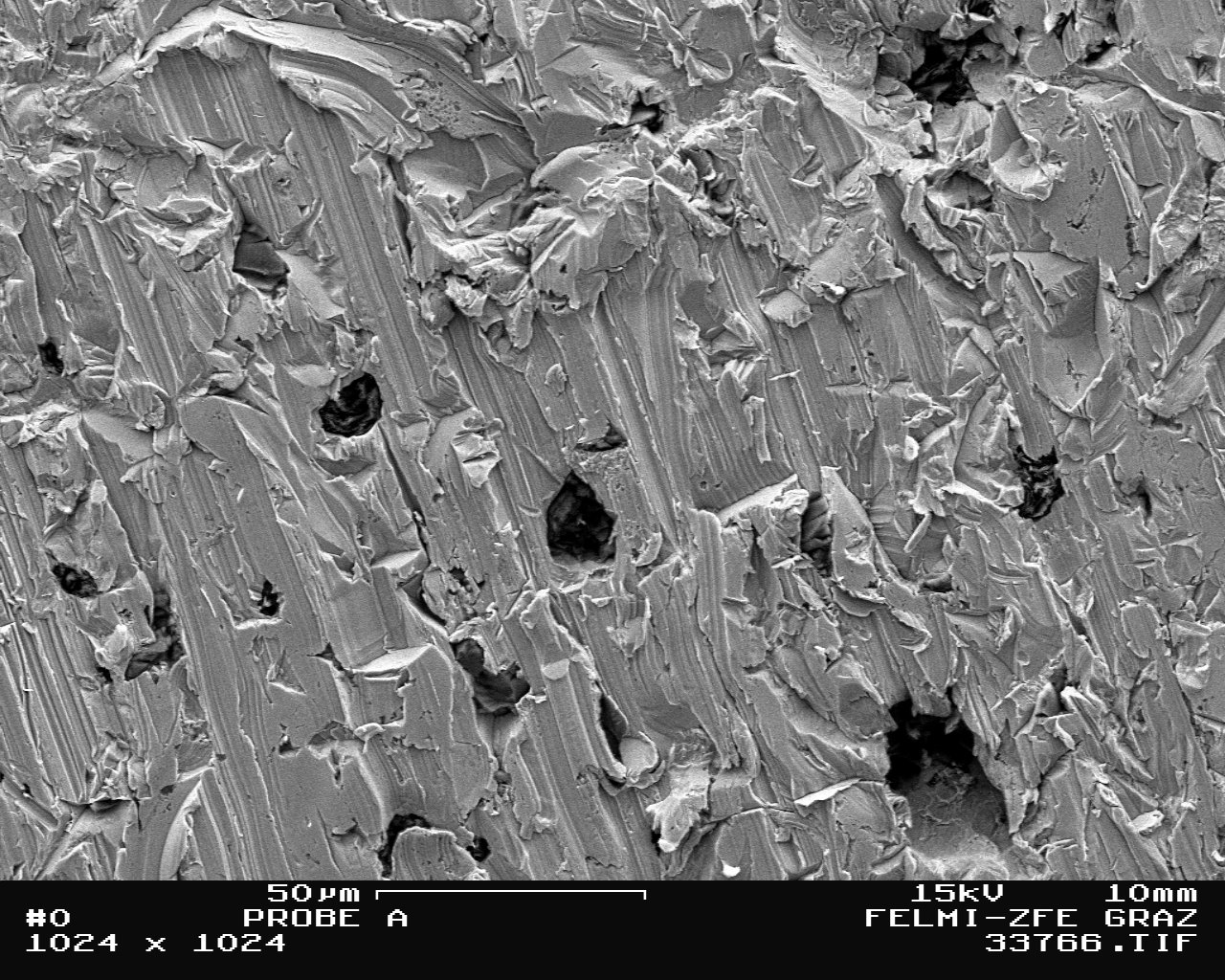
Bei Gusseisenlegierungen ist das Schleifen ebenfalls sorgsam durchzuführen (Bild 2), da sonst zu viel Grafit aus der metallischen Gefügegrundmasse herausgerissen wird und eine unsachgrechte Beurteilung des Gefüges die Folge ist (Bild 3). Die Grafiteinlagerungen müssen hellgrau und scharf begrenzt gegen die Grundmasse sein. Auch hierbei wird nass geschliffen.
Das anschließende Polieren des Schliffes beseitigt Verformungen früherer Arbeitsgänge und führt zu einer fehlerfreien Schliffoberfläche. In der Regel wird in drei Stufen (drei unterschiedliche Poliertücher, Polierdauer je Stufe ca. 5 Minuten) poliert und zwischen jeder Stufe mit dem für das jeweilige Material typischen Ätzmittel zwischengeätzt. Fertig präparierte Schliffe sollten im Exsikkator aufbewahrt werden.