Speiserart
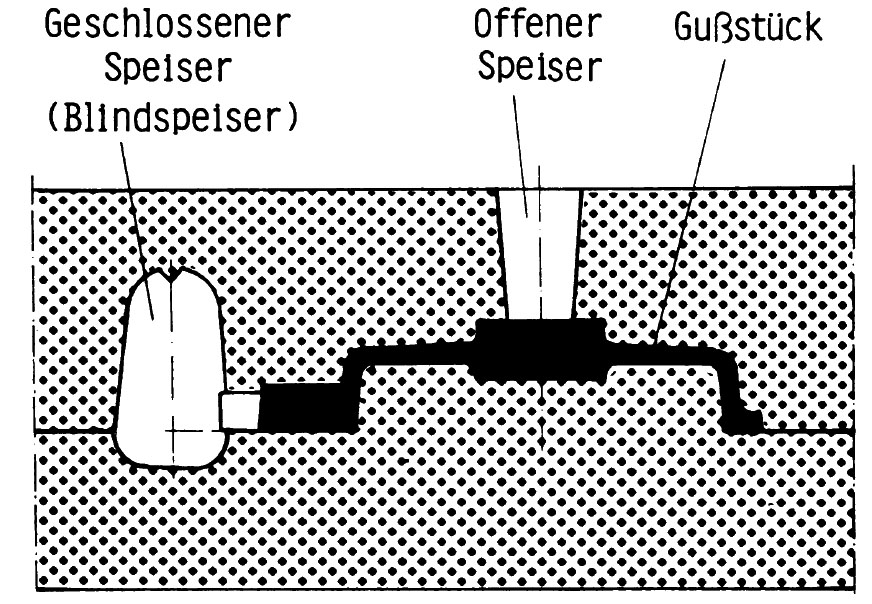
Grundsätzlich werden geschlossene und offene Speiser unterschieden (Bild 1).
Geschlossene Speiser (Blindspeiser) sind an das Gussstück angeschnitten, ganz vom Formstoff umgeben, befinden sich also direkt in der Form. Offene Speiser sind bis zur Oberseite der Gießform durchgezogen und sind somit der Atmosphäre direkt zugänglich.
Es ist wichtig, dass auch geschlossene Speiser Zutritt zur Luftatmosphäre haben, damit sie flüssiges Metall an das erstarrende Gussstück abgeben können. Würde hier eine allseits geschlossene Gusshaut gebildet werden, wird durch fehlenden Luftzutritt das Abfließen der Schmelze zum Gussstück blockiert. So wird durch Ausformen einer spitzen Kerbe oder einstecken eines entsprechenden Kernes am höchsten Punkt des Speisers einen Sandkanteneffekt („heiße Stelle“) erzeugt. Dadurch wird die vorstehende Kerbkante stark aufgeheizt und sichert damit den Luftzutritt während der Speisung. Diese Blindspeiser werden auch als atmosphärische Speiser oder so genannte „Williamsspeiser“ bezeichnet.Grundsätzlich werden neben den in der Handformerei noch üblichen Naturspeisern drei unterschiedliche Speiser in der Gießerei verwendet. Sie bestehen im Wesentlichen aus isolierenden, exotherm-isolierenden und hochexothermen Speiserhilfsstoffen, welche dem Gießer heute in allen möglichen, auf das Gusssortiment abgestimmten Geometrien zur Verfügung stehen (Bild 2).
Die Auswahl des erforderlichen Materials hängt von den jeweiligen Bedingungen in der Gießerei und vom jeweiligen Gusswerkstoff ab. Isolierende Speiserhilfsstoffe führen zu einer Verlängerung der Erstarrungszeit, zu einer Verbesserung des Ausbringens und unterstützen eine gerichtete Erstarrung. Weit öfter werden exotherm-isolierende und hochexotherme Speiserhilfsstoffe eingesetzt. Durch die Schmelze wird die Zündung des Speisermaterials initiiert (aluminothermische Reaktion) und mit Hilfe dieser exothermen Reaktion erfolgt hier eine deutliche Verlängerung der Erstarrungszeit. Außerdem wird das Speiservolumen verringert, was zu einer deutlichen Steigerung des Ausbringens führt. Dies lässt sich erzielen, wenn der Speiser so klein gehalten werden kann, dass sein Volumen nur dem Speisungsbedarf des Gussstücks, also dem Volumendefizit, entspricht.
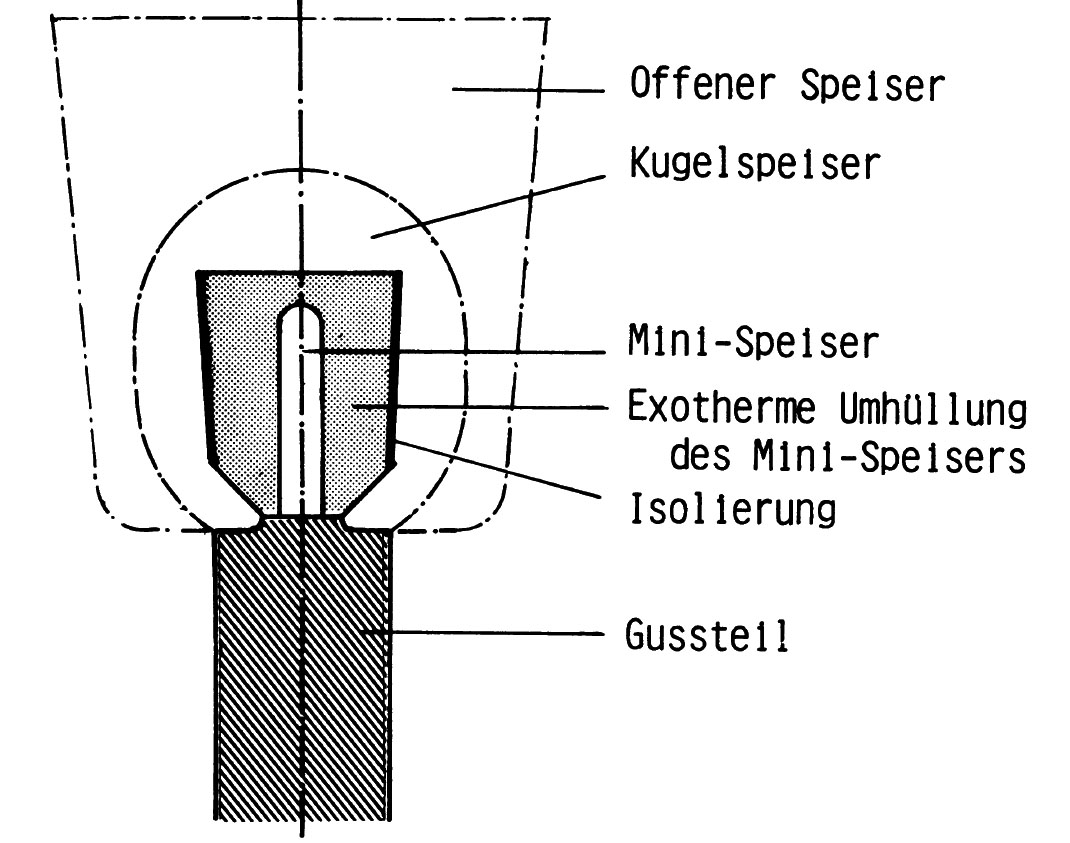
Eine solche Möglichkeit bietet der exotherm beheizte Mini-Speiser (Bild 3). Die geringe Metallmenge in der exothermen Umhüllung wird dabei so stark aufgeheizt (beispielsweise bei Gusseisen bis 1600 °C), dass sich eine sichere Dichtspeisung mit meist größerer Sättigungsweite als bei anderen Speiserformen ergibt. Der Querschnitt des Mini-Speisers kann rund oder rechteckig, entsprechend den gegebenen Randbedingungen gewählt werden.
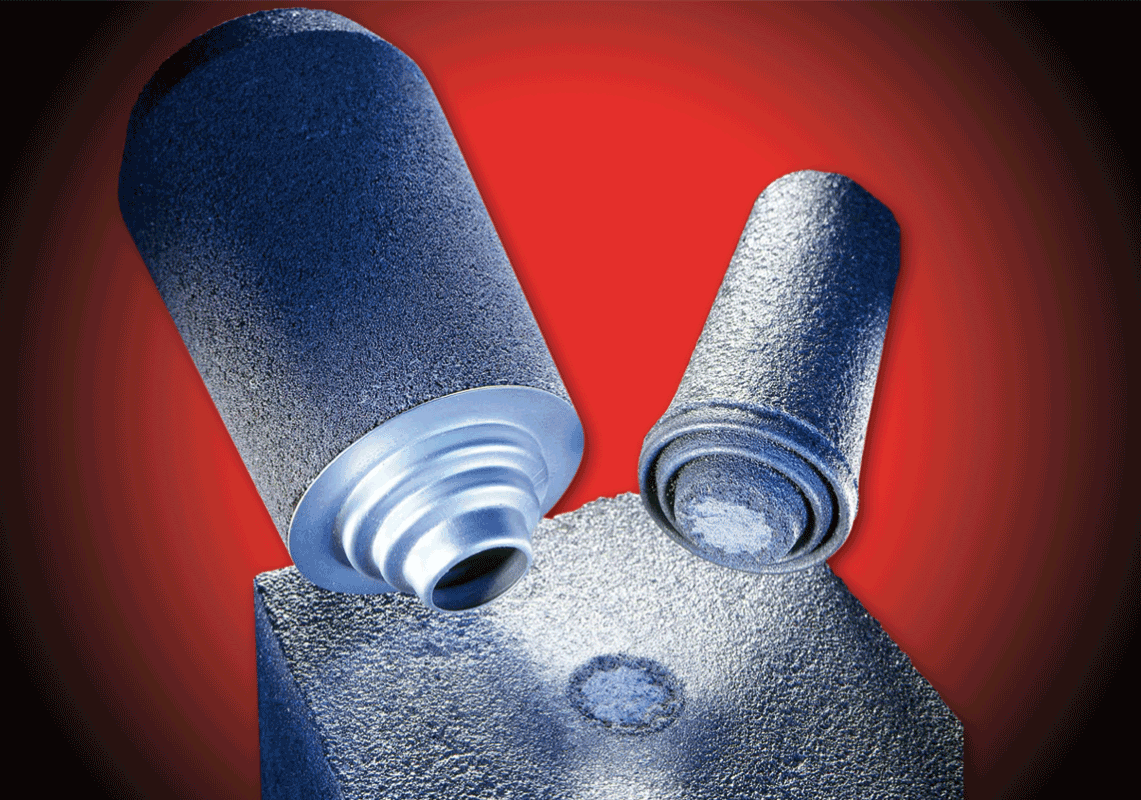
Moderne automatische Hochdruck-Formanlagen erfordern sehr hohe Festigkeiten der Speisereinsätze. Speiser für derartige Formanlagen müssen den extrem hohen Formdrücken widerstehen, einfach anzuwenden sein und Seriensicherheit gewährleisten können. Diese Speisereinsätze werden mit speziellen Federdornen und entsprechenden Führungskernen angewendet, die den Einsatz auf Gusspartien mit extrem kleinen Speiseraufstandsflächen sicherstellen (Bild 4). Es sind meist Speiser mit einem komprimierbaren Metallbrechkern (s. Brechkern), der einen minimalen Speiserrest nach dem Abschlagen des Speisers garantiert. Das Verschleifen reduziert dabei sich auf ein Minimum und kann oftmals sogar unterbleiben (Bild 5, Foseco Foundry Division Vesuvius GmbH).