Strömungsgeschwindigkeit beim Druckgießen
Die wichtigste Einflussgröße für den Verlauf der Formfüllung beim Druckgießen stellt die Strömungsgeschwindigkeit der in die Form einfließenden Schmelze dar. Unter der Annahme, dass sich die Schmelze wie eine ideale Flüssigkeit verhält, gilt für eine quasistationäre Strömung auf Basis der Bernoulli’schen Gleichung (Glg. 1):
Glg. 1:
Hierin bedeuten:
v = Strömungsgeschwindigkeit in m/s
p = Strömungsdruck in N/m2 (Pa), wobei 1 bar = 105 kPa
ρl = Dichte der flüssigen Legierung (kg/m3)
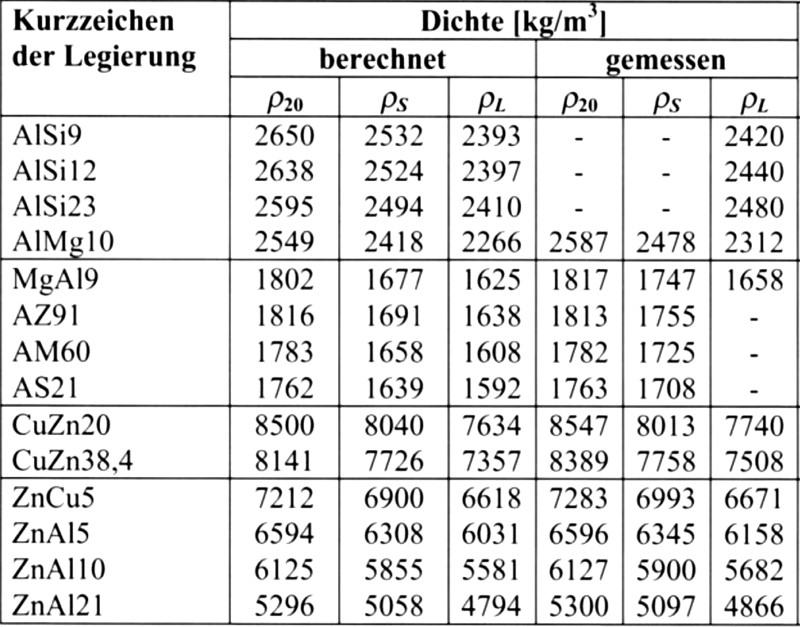
Bei der Dichte der flüssigen Legierung (ρl) gilt es zu beachten, dass diese geringer ist, als jene der erstarrten Legierung (ρS). In einer überschlägigen Näherung gilt für Aluminium-, Magnesium, Messing- und Zinklegierungen, dass die Dichte im flüssigen Zustand in etwa 91 % der Dichte im festen Zustand bei Raumtemperatur beträgt, und ρl kann daher, ohne einen übermäßig großen Fehler zu begehen, gemäß
ρl =ρS · 0,91 berechnet werden. Von B. Nogowizin wurden Literaturwerte der Dichte im festen und flüssigen Zustand einiger Druckgusslegierungen recherchiert bzw. auch aus der chemischen Zusammensetzung berechnet, diese sind in Tabelle 1 angeführt.
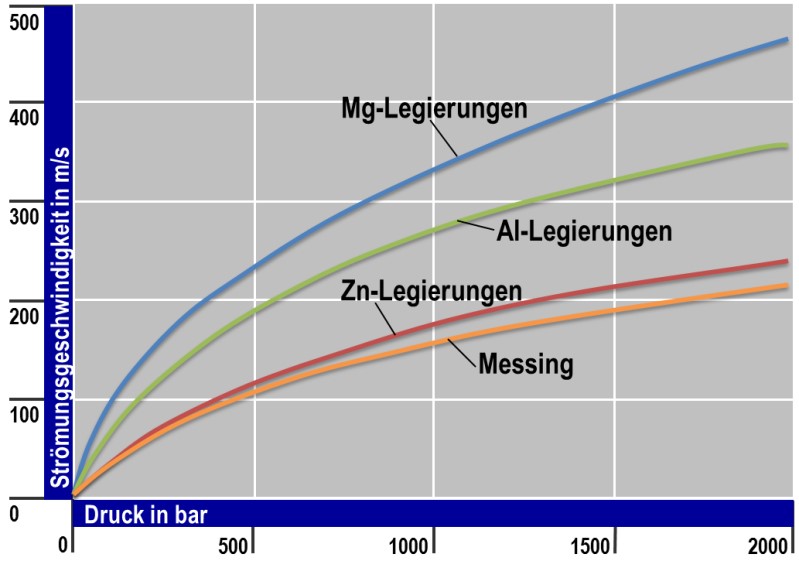
Vergleicht man die Druckgusslegierungen auf Basis der Metalle Kupfer, Zink, Aluminium und Magnesium miteinander, so ergibt sich aufgrund der unterschiedlichen Dichte ein sehr großer Einfluss auf die bei gleichem Druck erzielbaren Strömungsgeschwindigkeiten (Bild 1).
Das Verhältnis der theoretisch erreichbaren Geschwindigkeiten beträgt für die Gusswerkstoffe nach E. Brunhuber für die Verhältnisse Messing : Zink : Aluminium : Magnesium etwa 1,0 : 1,1 : 1,8 : 2,2.
Weiterführende Stichworte:
Gießzeitdiagramm
Formfüllzeit
Formfüllzeit beim Druckgießen
Literatur:
B. Nogowizin: Druckgusslegierungen und ihre Eigenschaften, Druckguss-Praxis (2003), Nr. 4, S. 161-168.E. Brunhuber: Praxis der Druckgussfertigung, Fachverlag Schiele & Schön, Berlin 1980.