Druckgießform
Metallische Dauerform zur Herstellung von Druckgießerzeugnissen auf einer Druckgießmaschine.
Die Druckgießform enthält den Formhohlraum, also jenen Raum, der die Kontur und Abmessungen des Gussstückes abbildet. Die Zufuhr der flüssigen Druckgusslegierung erfolgt über Kanäle und wird Einguss-Lauf-Anschnittsystem genannt.
Eine Druckgießform ist grundsätzlich zweiteilig und besteht aus der festen (eingussseitigen) und der beweglichen (auswerfseitigen) Formhälfte. Die Eingussformhälfte wird auf der festen Aufspannplatte der Druckgießmaschine montiert, die Auswerfformhälfte wird an der beweglichen Aufspannplatte befestigt und beinhaltet die Gussstückauswerfung. Im gießbereiten Zustand sind die beiden Formhälften geschlossen und werden maschinenseitig durch die Formzuhaltekraft geschlossen gehalten. Die Kontaktfläche zwischen den beiden Formhälften wird Formteilung bzw. Formteilungsfläche genannt. Die Öffnungs- und Schließbewegung wird nur auf die Auswerferseite übertragen. Hohlräume bzw. Hinterschneidungen werden durch mechanisch oder hydraulisch betätigte Schieber (Kerne) ausgeformt.
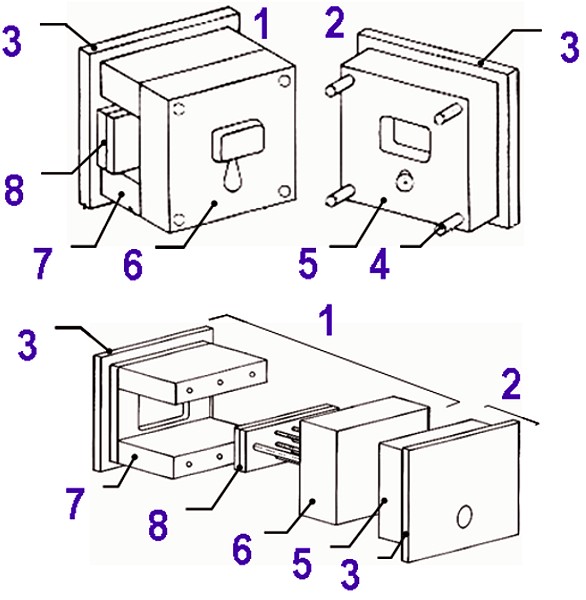
In Bild 1 ist der schematische Aufbau einer Druckgießform dargestellt. Die Eingussformhälfte (2) besteht prinzipiell aus zwei Formelementen: der eingussseitigen Formplatte (5) und einer Montageplatte (3). Die Auswerfformhälfte (bewegliche Formhälfte) (1) beinhaltet stets auch die Gussstückauswerfung. Dazu ist eine passende Formaufnahme an der Rückseite der Auswerfformhälfte vorgesehen, die aus einer Montageplatte (3) mit Distanzleisten (7) besteht. So ist genügend Platz für den Einbau der Auswerfplatten (8) mit den darin montierten Auswerferstiften gegeben. Die Montageplatte wird durch die Leisten mit der Auswerfformhälfte über Zuganker verschraubt.
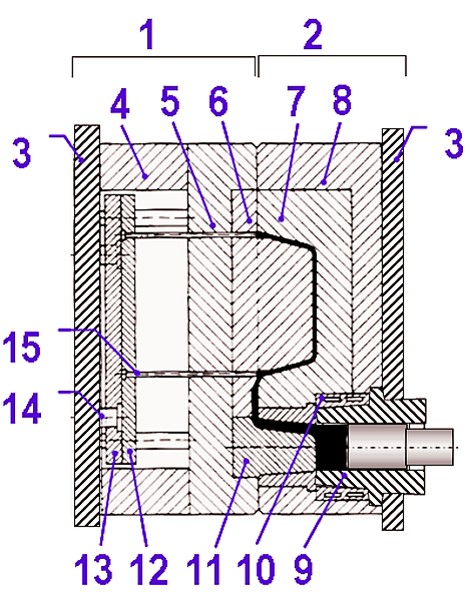
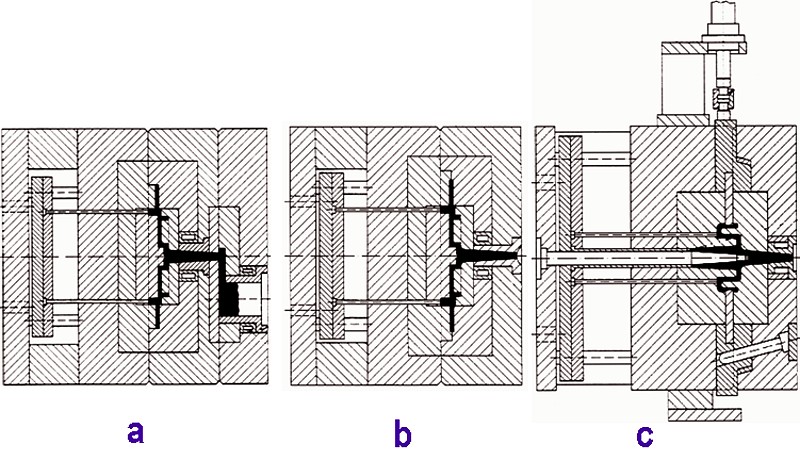
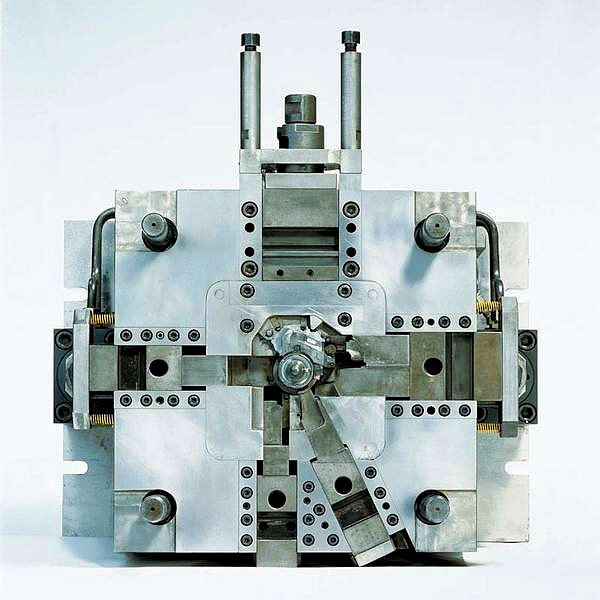
Bild 2 zeigt den Schnitt durch ein Druckgießwerkzeug für eine Kaltkammer-Druckgießmaschine mit horizontaler Gießkammer. Die Benennung der Werkzeugteile von Druckgießwerkzeugen ist nach DIN 16750:1991 genormt. Die Anforderungen an Metallformen für die Herstellung von NE-Metall-Legierungen nach dem Druck-, Niederdruck- und Kokillengießverfahren sind in EN 12891 festgelegt. Bild 3 zeigt v.l.n.r. ein Druckgießwerkzeug für eine horizontale Kaltkammermaschine in 3-Platten-Bauweise (a), ein Werkzeug für eine Warmkammerdruckgießmaschine (b) und eine Form mit Schieber für eine Kaltkammermaschine mit senkrechter Gießkammer (c).
Die Qualität der Ausführung einer Druckgießform bestimmt in hohem Maße die Eigenschaften der Gussstücke und die Wirtschaftlichkeit. Es sollten bei der Auslegung und Herstellung einer Druckgießform folgende Punkte berücksichtigt werden:
- Dimensionierung der Druckgießform
- Auswahl der Formenstähle (s. Warmarbeitsstahl) und deren Wärmebehandlung
- Auslegung der Formtemperierung
- Auslegung und Berechnung des Gießsystems und der (Zwangs-) Entlüftung
- Wartungsfreundlichkeit
- Standzeitangepasste Fertigung
- Anzahl der Kavitäten (Formnester)
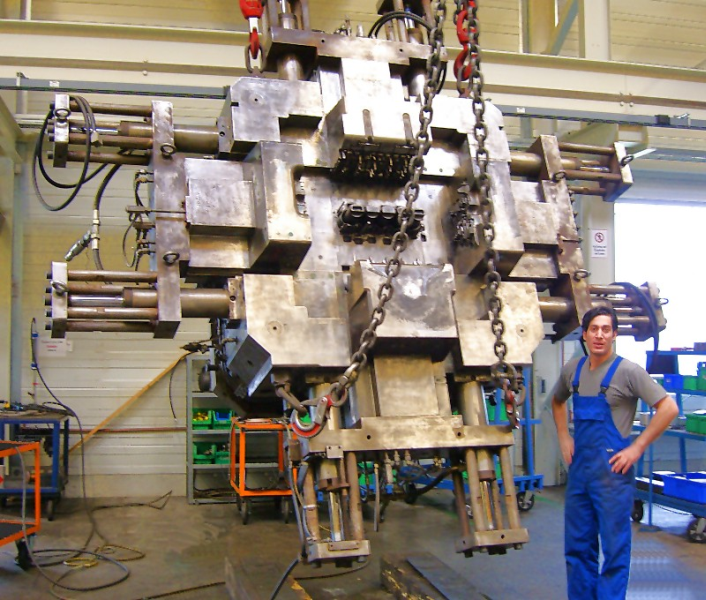
Die Ausführungsform der Formeinsätze und die bewegliche Formhälfte für ein Reihen-4-Zylinder-Kurbelgehäuse zeigt das Bild 4 (Schaufler Tooling GmbH). In Bild 5 (Schaufler Tooling GmbH) ist die 3D-Konstruktion einer Großform für einen Reihen-5-Zylinder-Motorblock dargestellt, die Dimensionen einer solchen Großform sind gut aus dem Bild 6 (Schaufler Tooling GmbH) zu entnehmen. Bild 7 zeigt schließlich ein Präzisionswerkzeug für ein Zn-Druckgussteil.
Literatur:
DIN 16750:1991, Press-, Spritzgieß- und Druckgießwerkzeuge, Benennungen und Symbole, DIN Deutsches Institut für Normung e.V.
Druckguss aus Nichteisen-Metallen, Technische Richtlinien, Verband Deutscher Druckgießereien (VDD), 2008.
Brunhuber, Ernst: Praxis der Druckgussfertigung, Fachverlag Schiele & Schön, Berlin 1960.