Grafitentartung
Als Grafitentartung bezeichnet man eine anomale Grafitkristallisation in Eisen-Kohlenstoff-Legierungen, speziell in Gusseisen, immer einhergehend mit einer drastischen Verschlechterung, vor allem der mechanischen und dynamischen Eigenschaften.
Da der Fehler immer von der chemischen Zusammensetzung des Eisens, der Schmelzeführung, der Impfbehandlung (s. Impfen), in jedem Fall aber mit Anwesenheit von Störelementen und/oder Begleitelementen in Verbindung zu bringen ist, tritt er bei allen Formverfahren und Gießverfahren auf. Eine Wanddickenabhängigkeit ist zu beobachten (siehe Wanddickeneinfluss).
Grafitentartung bei Gusseisen mit Lamellengrafit
Zwei typisch und häufig vorkommende Grafitentartungen bei Grauguss (s. Gusseisen mit Lamellengrafit) sind:
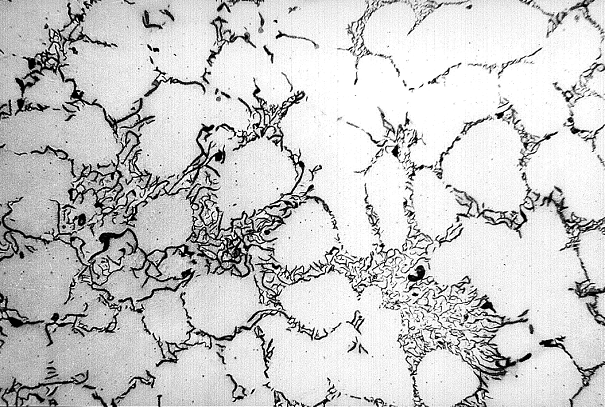
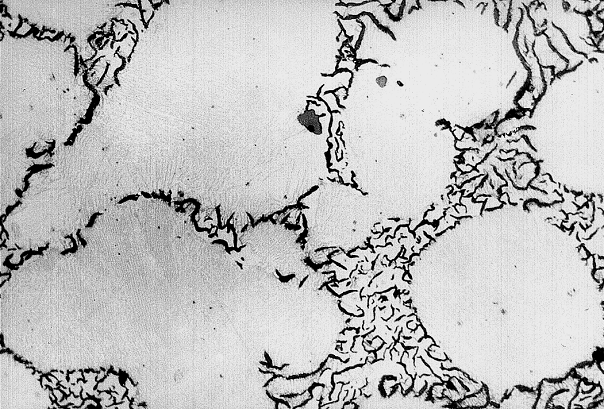
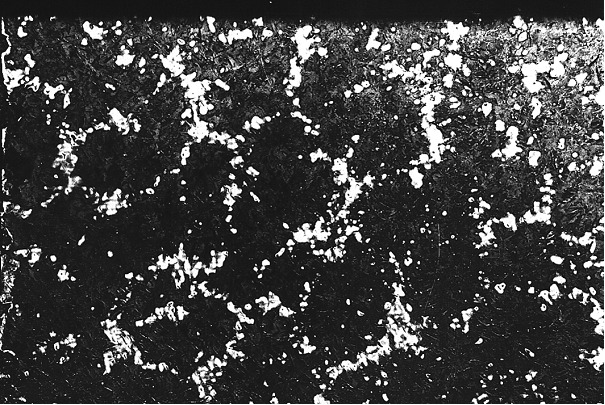
1. Unterkühlungsgrafit (z. B. D-Grafit nach EN 20945, Bilder 1 und 2), der als zusammenhängendes Netz im metallographischen Schliff sichtbar wird. Streng genommen handelt es sich hierbei noch nicht um Grafitentartungen, zumindest aber um ungünstige Grafitverteilungen, welche die mechanischen und dynamischen Eigenschaften des Werkstoffes massiv beeinflussen können.
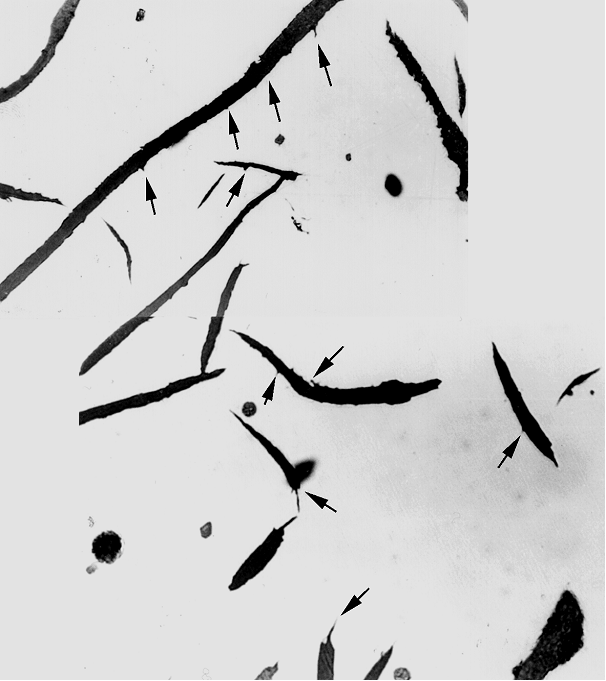
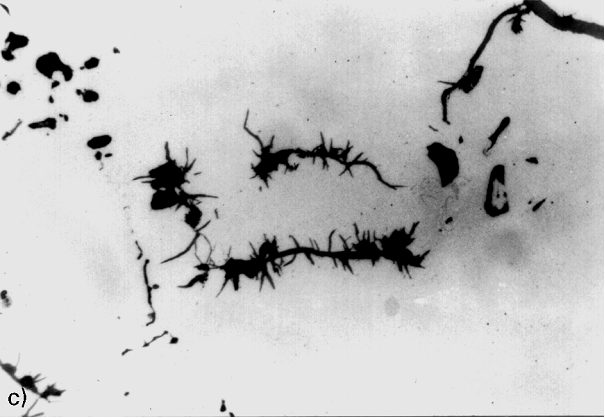
2. Widmannstätten-Grafit (Bild 3), welcher durch besonders spitze Enden und Fortsätze an den Grafitlamellen gekennzeichnet ist, deren Oberflächen mit einer Art Saum belegt sein können. Auch dieser Fehler wird am metallographischen Schliff sichtbar.
Grafitentartung bei Gusseisen mit Kugelgrafit
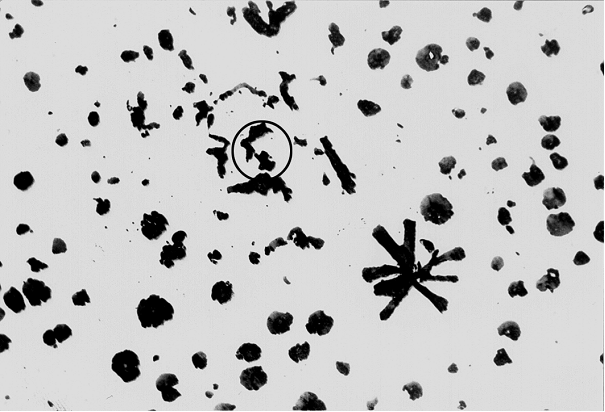
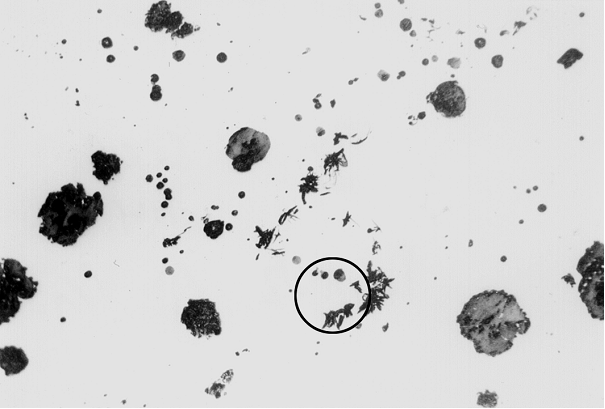
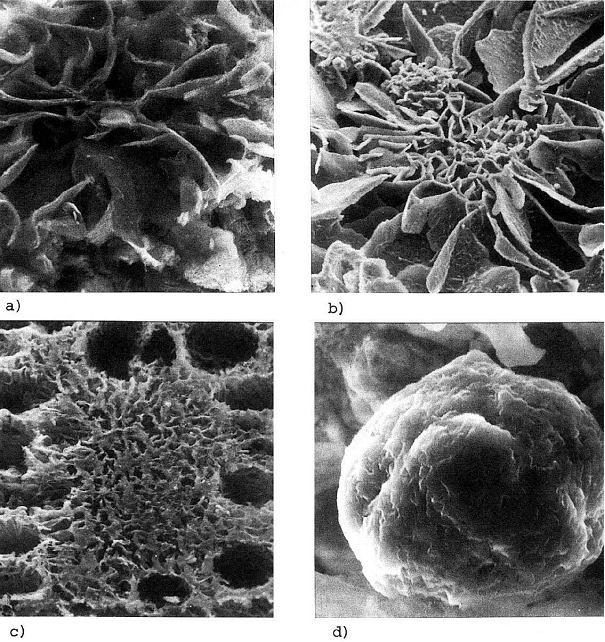
Deutliche Abweichungen von der Kugelgestalt derart, dass geplatzte Kugeln (der Grafit sieht aus, als ob schon fertige Kugeln durch eine nachträgliche Explosion zertrümmert worden seien), größere Anteile an Lamellen- oder Vermikulargrafit (teils mit abgerundeten, teils mit spitzen Lamellen), "Krabben-" oder "Seestern-"Grafit (sternförmig angeordneter Grafittyp mit kerbwirksamen Grafitspitzen) am metallografischen Schliff sichtbar sind (Bilder 4 bis 10).
Auch liegen unmittelbar unter der Gusshaut meist Kugelgrafitentartungen als Folge des oberflächlichen Magnesiumverlustes bei der Erstarrung vor. Randentartungen bis Form III (s. Richtreihenbilder für die Grafitform nach EN 20945, bzw. Randgrafitentartung) in einigen 1/10 mm Tiefe sind üblich und kaum zu vermeiden. Insbesondere bei dickwandigen Gussstücken und schwefelreichen Formstoffen können aber massive Randentartungen bis Form I nach EN 20945 auch einige Millimeter unter der Oberfläche auftreten, welche die dynamischen Eigenschaften gravierend beeinträchtigen (Bild 11).
Leichte Abweichungen von der Kugelform, die in technischen Gusseisen mit Kugelgrafit immer vorkommen, können toleriert werden; stärkere Anteile entarteten Grafits (quasi-flake) ab rund 10 % der gesamten Grafitmenge können jedoch schon wesentliche Einbußen an mechanischen Eigenschaften bedeuten. Mit steigendem Anteil entarteten Grafits wird zunächst die Schlagzähigkeit, gefolgt von Dehnung und Zugfestigkeit herabgesetzt. Die 0,2 %-Dehngrenze bleibt auch bei höheren Anteilen von entartetem Grafit nahezu unbeeinflusst. Das ist insofern bedeutend, als der für den Konstrukteur wichtigste Wert - die Streckgrenze - am unempfindlichsten gegen Qualitätseinbußen ist.
Folgende Entstehungsmechanismen sind denkbar:
Gusseisen mit Lamellengrafit
1. Unterkühlungsgrafit
Im Gusseisen eutektischer Zusammensetzung scheidet sich bei Grauerstarrung das Grafiteutektikum (Austenit-Grafit) aus. Das eutektische Korn wächst in kugelähnlicher Form (Bild 12), und der darin ausgeschiedene Grafit verzweigt sich in Gestalt eines verästelten Skeletts. Form und Größe des eutektischen Korns und des Grafitskeletts hängen vom Wachstum des Korns ab. Dieses Wachstum wird hauptsächlich von der Zusammensetzung des Gusseisens, der Zahl der Keime in der Schmelze, der Überhitzung und der Abkühlgeschwindigkeit beeinflusst. Entsprechend ändert sich die Grafitform (Bild 13).
Im Schliffgefüge erscheint das Grafitskelett, wenn es geschnitten wird, in Form von Grafitlamellen, die somit keineswegs selbständige, voneinander getrennte Körper sind, sondern eine Verästelung des Skelettes darstellen. Da sich jedes Grafitskelett von einem Kristallkeim oder Kristallisator aus entwickelt, entstehen bei einem großen Angebot von Keimen entsprechend viele eutektische Körner und Grafitskelette.
Unter technischen Bedingungen beginnt die eutektische Grauerstarrung nicht sofort bei Erreichen der Gleichgewichtstemperatur, sondern mehr oder weniger verzögert (= Unterkühlung). Bei rascher Erstarrung und/oder geringer Anzahl von wirksamen Keimen für die Grafitkristallisation kann die Unterkühlung der eutektischen Erstarrung so stark werden, dass diese erst nach Unterschreiten der Gleichgewichtstemperatur der Weißerstarrung beginnt, was zur gefürchteten Kantenhärte und schlechter Bearbeitbarkeit bis zur Versprödung des ganzen Gussstückes führt (Bild 14).
Der Beginn der eutektischen Grafitausscheidung hängt vom Vorhandensein wirksamer Kristallisationskeime ab. Eine hohe Keimzahl ergibt eine geringere Unterkühlung und feine eutektische Körner. Die Zellengrenzen sind vergleichsweise weniger von Grafitlamellen durchbrochen und sind daher bei Zugbeanspruchung die tragenden Bereiche. Ein feines eutektisches Korn wirkt daher festigkeitserhöhend.
Aus Schmelzen, bei denen keine Unterkühlung stattgefunden hat, scheidet sich grober Primärgrafit (Garschaumgrafit - C-Graphit) aus, und zwar vorwiegend in übereutektischen Gusseisen.
Rosettengrafit (B-Grafit) entsteht vorzugsweise aus Schmelzen mit geringer bzw. mäßiger Unterkühlung, während bei starker Unterkühlunginterdendritischer Grafit (D-Grafit und E-Grafit) auftritt.
Mit steigender Überhitzung des Eisens vor dem Gießen und/oder einer zu wenig wirksamen oder fehlenden Impfung, was einem sehr keimarmen Zustand des Eisens gleichkommt, nimmt die Zahl der eutektischen Körner ab und die Korngröße zu. In Abhängigkeit der Abkühlgeschwindigkeit (Wanddicke, Formverfahren) resultiert daraus eine dendritischeErstarrung (s. Erstarrungstyp) mit sehr feinem dazwischenliegendem Grafiteutektikum.
2. Widmannstätten-Grafit
Bleiverunreinigungen (s. Blei) verursachen bei Gusseisen mit Kugelgrafit spießige Grafitausscheidungen und Anlagerungen an den Lamellen, die auch als Widmannstätten-Grafit bezeichnet werden. Dabei kann der Bleigehalt auch unter der Nachweisgrenze beim naßchemischen Verfahren liegen (< 0,004 %). Dieser Grafit ist nur an sehr sorgfältig polierten Schliffen bei hoher Vergrößerung identifizierbar. Die nadelspitzartigen Fortsätze erhöhen die Kerbempfindlichkeit und verringern die Dauerfestigkeit des Werkstoffes.
Gusseisen mit Kugelgrafit
Spurenelemente beeinflussen im Gusseisen die Ausscheidungsform des Grafits, das Ferrit-Perlit-Verhältnis und die Neigung zur metastabilen Erstarrung.
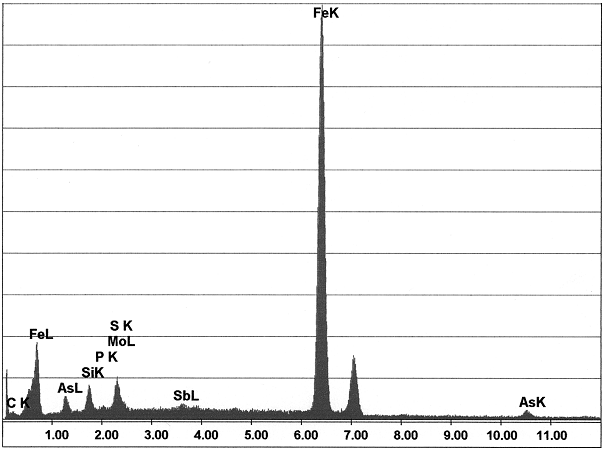
Besonders beim Gusseisen mit Kugelgrafit führen eine Reihe von Spurenelementen zu Entartungen der kugeligen Grafitausbildung, so dass dann diese Elemente als "Störelemente" bezeichnet werden. Solche Störeinflüsse wurden bei Anwesenheit von Blei, Wismut, Antimon, Zinn, Arsen, Aluminium, Kadmium, Silber, Uran, Gallium, Zink, Tellur, Thallium, Selen, Bor, Indium, Phosphor, Schwefel, Sauerstoff, Titan, Vanadium, Zirkonium, Magnesium, Cer, Lanthan, Yttrium und Thorium nachgewiesen. Bei Anwesenheit höherer Konzentrationen führen auch Kupfer (vor allem in Verbindung mit eben genannten Elementen), Mangan und auch Nickel (!) zu Grafitentartungen.
Die als technisch bedeutsam eingeschätzten Spurenelemente werden in direkt (Blei, Wismut, Zinn, Antimon, Arsen, Magnesium, Kupfer) und indirekt (Titan, Aluminium) wirkende Elemente unterteilt. Darüber hinaus macht sich aber noch eine Unterteilung der direkt wirkenden Elemente in die im Eisen praktisch unlöslichen und in die darin nur gering löslichen Spuren notwendig.
Zur Gruppe der im Eisen nahezu unlöslichen Spurenelemente gehören vor allem Blei und Wismut. Eine erkennbare Störwirkung der Grafitausbildung setzt bereits bei Konzentrationen dieser Elemente in Größenordnungen von 1·10-3 % ein. Die Störwirkung beginnt mit dem Auftreten von wurmförmigen Grafiteinschlüssen oft unmittelbar neben ideal aufgebauten Sphärolithen. Nach Überschreitung einer Grenzkonzentration (Störschwelle) erfolgt ein schlagartiger Abfall des Kugelausbildungsgrades. Der Grafit ist dann entweder lamellar mit gespaltenen Ausläufen oder als temperkohleartig aufgebaute Kompakteinschlüsse ausgeschieden. Der Sekundärgrafit ist bevorzugt in Widmanstättenscher Anordnung erkennbar.
Die Störschwellenkonzentration wird vor allem von der Abkühlungsgeschwindigkeit bestimmt, wobei die Elemente Blei und Wismut additiv wirken können. Bei geringen Bi-Zugaben ist eine Erhöhung der Kugelzahl erkennbar, eine Tatsache, die man bei Bi-haltigem Impfmittel ausnutzt. Auch die ausgeprägte perlitisierende Wirkung durch geringe Wismut- und Blei-Konzentrationen ist zu beachten.
Von den weiteren direkt wirkenden Störelementen mit geringer Löslichkeit im Austenit, zu ihnen gehören vor allem Antimon, Zinn, Arsen, Magnesium (Kupfer), wird die Grafitausbildung mit steigendem Störelementegehalt allmählich beeinträchtigt. Die Störwirkungen beginnen mit Einschnürungen auf der Sphärolithenoberfläche und gehen bei höheren Konzentrationen zum "Krabben-", "Schneeflocken-" und "Seesterngrafit" über.
Der Umfang der Störwirkung ist geringer von der Abkühlungsgeschwindigkeit, dafür aber ausgeprägter vom Anteil wirkender Störelemente abhängig. Eine kumulative Wirkung der Elemente dieser Gruppe ist wahrscheinlich.
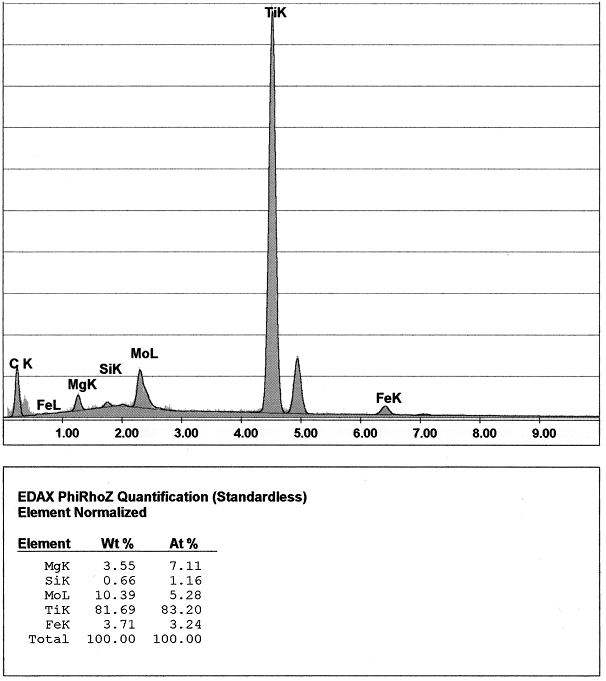
Den indirekt wirkenden Störelementen ist eindeutig nur Titan zuzuordnen. Offenbar gehört aber auch Aluminium zu dieser Gruppe, obwohl bei diesem Element auch direkte Störungen beobachtet werden konnten.
Der Störumfang von Titan und Aluminium ist außergewöhnlich vom Spurengehalt des Materials und ausgeprägt von der Abkühlungsgeschwindigkeit abhängig. Die Störungen der Grafitausbildung beginnen mit zunehmenden Titan- oder Aluminiumgehalten, zunächst kaum erkennbar (zum Teil kann sogar eine Verbesserung der Grafitausbildung beobachtet werden). Bei Überschreitung bestimmter Konzentrationen führen Titan und Aluminium zu einem raschen Abfall des Kugelausbildungsgrades, wobei die auftretenden Grafitformen (vornehmlich Lamellengrafit, zum Teil neben gut ausgebildeten Sphärolithen) an von Blei und Wismut hervorgerufene Störungen erinnern.
Die Wirkung von Spuren-/Störelementen, insbesondere die von Titan, Blei und Wismut, verstärkt sich in aller Regel mit zunehmender Wanddicke. Außerdem ist ihre Wirkung kumulativ, d. h. geringe Gehalte von mehreren Spurenelementen, die bei Vorliegen nur eines Elementes keine Wirkung hätten, beeinflussen zusammen die Kugelausbildung nachteilig.
Wie bekannt ist, wirken sich Störelemente in grau erstarrenden Fe-C-Legierungen umso schädlicher aus, je dicker die Gussstückwände sind bzw. je langsamer die Abkühlungsgeschwindigkeit ist. Die zunächst in der Schmelze gelösten Störelemente können an die Phasengrenzfläche Grafit-Schmelze nur durch Diffusion gelangen. Somit tritt ein eindeutig zeitabhängiger Vorgang, nämlich die Diffusion der Störelemente, in Erscheinung. Steht nun einer Schmelze, die Störelemente enthält, bei hoher Abkühlungsgeschwindigkeit nur wenig Zeit zur Diffusion der Störelemente zur Verfügung, so können sie nur kurze Wege zurücklegen, und wenn unter Umständen bei geringen Gehalten dieser Elemente die Entfernungen zu groß sind, können sie die Phasengrenzfläche nicht erreichen. Die Grafitkristallisation findet also ohne Anwesenheit von Störelementen statt, obwohl sie aber analytisch nachweisbar sind.
Wird der Störelementepegel aber größer und/oder verlängert sich die Abkühlungsgeschwindigkeit, so bleibt den Störelementen genügend Zeit, zur Grenzfläche Grafit-Schmelze zu diffundieren, bzw. es werden bei einer höheren Anzahl dieser Elemente die Diffusionswege kürzer. Die Grafitkristallisation wird somit gestört.
Die Schwierigkeiten, die der Erzeugung von Kugelgrafit in untereutektischen, grau erstarrenden Fe-C-Legierungen im Vergleich zu eutektischen entgegenstehen, haben ihre vermutlichen Ursachen unter anderem auch in dem verzögerten Wachstum der Austenitschale und vor allem aber in der Anreicherung der eutektischen Restschmelze mit Störelementen, die mit abnehmendem Sättigungsgrad größer wird. Somit liegt an den Stellen, an denen die Grafitkristallisation erfolgt, eine höhere Konzentration an Störelementen vor, als es die chemische Analyse aussagt.
Auch Einflüsse von Formstoffparametern können beim Gießen von Gusseisen mit Kugelgrafit zu Kugelentartungen in den Gussstückrandbereichen führen. Nicht nur bei schwefelhaltigen, sondern auch bei schwefelfreien Formstoffen wurden Grafitentartungen gefunden, deren Ursache dem Sauerstoffgehalt des Formstoffes zugeschrieben wird (MgO-Bildung).
Die häufigste Ursache ist allerdings in der Aufschwefelung der Randzone durch phenol- oder furanharzgebundene und mit PTS gehärtete Formstoffe zu suchen. Dabei verbraucht der Schwefel im Formstoff durch Bildung von Magnesiumsulfid (MgS) das kugelgrafitbildende gelöste Magnesium an der Grenzfläche Formstoff/Eisen, das damit zur Kugelgrafitbildung nicht mehr zur Verfügung steht. Der Umfang dieser Aufschwefelung ist neben der Wanddicke vom Schwefelanteil im Formstoff und der Gießtemperatur abhängig. Die Abspaltung von Schwefel ist ein temperaturabhängiger Prozess.
Maßnahmen zur Vermeidung (nach S.Hasse, FT&E):
Gusseisen mit Lamellengrafit
1. Unterkühlungsgrafit
- Vermeidung einer zu starken Überhitzung der Schmelze; sie bewirkt eine Abscheidung der vorhandenen Keime und demzufolge eine Keimarmut der Schmelze. Je länger die Überhitzungsdauer bei gleich bleibender Temperatur, desto stärker ist die Auswirkung auf die Unterkühlung bzw. die Zahl der eutektischen Zellen. Je niedriger der Sättigungsgrad, desto empfindlicher ist die Schmelze.
- Die Überhitzung ist aber nicht nur nach der Temperatur, sondern auch nach der Dauer zu bewerten. Hohe Temperaturen und kurze Haltezeiten haben einen etwa den gleichen Effekt wie niedrige Temperaturen und lange Überhitzungsdauer.
- Durchführung einer optimalen Impfung. Dadurch wird die Unterkühlung deutlich herabgesetzt, was die Bildung von A-Grafit ermöglicht und gleichzeitig die Zugfestigkeit erhöht.
- Erzielung eines feinkörnigen Gefüges, was gleichzeitig einen hohen Reifegrad bedeutet.
- Vermeidung einer zu schnellen Erstarrung und demzufolge einer zu hohen Unterkühlung und/oder schwacher Impfung; somit Vermeidung von Kantenhärte, Weißeinstrahlung und Karbidbildung (s. Karbidbildner).
- Erzielt man eine geforderte Festigkeit mit hohem Reifegrad (große Zellenzahl), so kann einfacher und wirtschaftlicher gearbeitet werden; es kann mit höherem Sättigungsgrad geschmolzen werden, was ein niedriges Temperaturniveau, geringeren Energieverbrauch, geringeren Futterverschleiß, bessere Fließbarkeit und höhere Treffsicherheit ermöglicht.
2. Widmannstätten-Grafit
Strenge Kontrolle aller Einsatzmaterialien auf Verunreinigungen, vor allem auf Blei. Wenn Kupfer als Legierungselement verwendet wird ist, hier besonders genau auf Blei zu achten.
Gusseisen mit Kugelgrafit
1. Verwendung von reinem, möglichst spurenelementearmem Einsatzmaterial.
Für die wichtigsten Störelemente lassen sich folgende Quellen angeben:
Titan
- Kreislaufmaterial bzw. Ausschußteile aus Gusseisen mit Vermiculargrafit
- titanhaltiges Roheisen,
- Farbanstriche auf Stahlschrott
- bleihaltige Überzüge auf Kaufmaterial
- Automatenstahl, bleihaltig
- bleihaltiges Roheisen
- bleibeschichtete Bleche, teilweise auch Pb-Sn-beschichtet
- blei- und zinnhaltiges Legierungsmaterial, insbesondere Kupferschrott
Antimon
- Kreislaufanreicherung durch Antimon infolge bewusster Zugabe dieses Elementes zur Erhöhung der Kugelzahl oder bei Zugabe als Perlitstabilisator
- Nichteisenschrott als Legierungsmaterial
- legierter Stahlschrott
Wismut
- wie Antimon, Kreislaufanreicherung durch Bi-haltige Impfmittel
2. Einsatz von Cer oder Seltenen Erden zur Neutralisation von Störelementen. Cer oder Cer-Mischmetall können in der Vorlegierung vorhanden sein oder gesondert zugesetzt werden. Die für die ausgleichende Wirkung der Störelemente erforderliche Konzentration an Cer oder Cer-Mischmetall ist mit bis zu 0,005 % Cer-Mischmetall sehr gering. Achtung: Bei reinen Einsatzmaterialien wirkt Cer als Störelement (s. Chunky-Graphit).
3. Reduzierung des Restmagnesiumgehaltes auf den notwendigsten Mindestgehalt (0,05 %).
4. Optimale Spätimpfung zur Erzielung maximaler Kugelzahlen, guter Nodularität, Verringerung des Kugeldurchmessers und der Unterkühlung.
5. Einstellung eines Kohlenstoffäquivalentes von 4,2 bis 4,3 % für dickwandige Teile und gegebenenfalls Verwendung von Kühlkokillen oder Schreckplatten.
6. Härteranteile in kunstharzgebundenen Formen, vor allem PTS, möglichst gering halten.
7. Schwefelanreicherungen im Regenerat kontrollieren (S < 0,15%).
8. Schlichte verwenden und besonders dicht auftragen.
9. Nach Möglichkeit mit niedrigen Temperaturen gießen.