Casting method
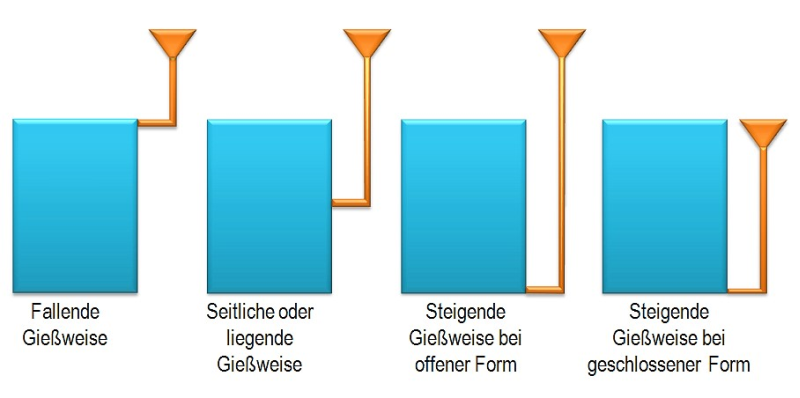
The casting method determines main casting metal filling and/or flow direction resulting from the entire casting system structure (see Downsprue system, downsprue) and from the casting method. Depending on the metal flow direction, in sand casting, mask mold casting and gravity die casting a distinction can be made between top or bottom pouring (Fig. 1). In case of top pouring, the melt flows directly from the top into the mold cavity whereas with bottom pouring the melt flows into the lowest mold cavity area filling it from the bottom to the top.
Flat pouring describes casting in a vertical flat mold whereas the castings themselves are also relatively flat. The gates then lie in the horizontal parting plane. However, if castings with an identical application of molds show relatively large heights and if their gate is also in the parting plane, the melt will flow into the lower mold cavity part rather according to the top pouring principle, whereas in the following the parting plane section lying above the mold cavity gate is increasingly filled. This structure is referred to aslateral pouring.
In addition, there is also a lying or a standing pouring, depending on whether the parting plance ia horizontal or vertical during casting (Fig. 2). In case of lying pouring, molds are often inclined to one side to achieve a calmer and slightly increasing mold filling. This process is called lying casting in inclined molds and/or inclined pouring.