CO2 snow blasting
CO2 snow blasting is a process for the purpose of cleaning and pretreating surfaces. It uses the supply media liquid CO2 and compressed air. The abrasives are CO2 snow particles of dry ice which are produced from liquid CO2 in CO2 snow blasting units.
Such a unit has a relatively simple design. For the liquid CO2 supply, it is possible to either use a low-pressure CO2 tank or a CO2 cylinder or bundle of cylinders with a riser tube. Compressed air is supplied by the on-site network or a screw compressor. Electricity supply is not required. The cleaning or pretreatment is carried out in a dry, residue-free and environmentally sound manner.
Application
The CO2 snow blasting method is used for the cleaning and pretreatment of solid surfaces. In addition, it can also be used for separation, deburring and cooling. CO2 snow blasting offers high flexibility in application and is used, amongst others, for the following impurities: particles, dusts, greases, oils, fingerprints, separating agents, face coatings, product residues, adhesive and glue deposits, polishing agent residues, anti-corrosive agents and cooling lubricants, bitumen, waxes, varnish particles and thin paint layers, gunpowder residues, fluxing agent deposits, carbon black, lime as well as germs and fungi.
System principle
In CO2 snow blasting, liquid CO2 is converted into compacted solid CO2 snow particles with a diameter of 1 to 100µm by means of thermodynamic and physical processes. These CO2 snow particles from dry ice have a temperature of -78.5°C. The CO2 snow particles are dosed into the compressed air stream and accelerated by the compressed air flow inside a nozzle. It is possible to generate a homogenous open jet when taking into account the flow, temperature and pressure conditions. Depending on the nozzle used, different jets can be generated. For example, a round nozzle generates a round jet of high accuracy and cleaning power, whereas a flat nozzle generates a wide (up to 100mm) and constant jet with an even cleaning efficiency This open jet can be used to clean and pretreat surfaces. Upon impact of the CO2 snow particles onto the surface, they sublimate abruptly.
Cleaning mechanism
CO2 snow blasting can be used to gently treat solid surfaces. The cleaning by means of CO2 snow blasting is based on a complex process mechanism involving temperature, blasting and solvent effects. The CO2 snow particles cool the impurity abruptly, leading to its separation from the substrate. The sudden sublimation of the CO2 snow particles creates pressure surges which are able to remove micron impurities from the surface, even in pores. The impurity is removed from the surface by sliding, oblique and impinging jets. Moreover, the physical solubility of organic materials in CO2 promotes ultra-fine cleaning, especially for oils and greases. The compressed air flow aids the removal of detached impurities.
Disposal
CO2 snow blasting is free of residues. Following the blasting process, the blown-off impurities are contained in the exhaust air as particles or aerosols. Depending on the application, exhaust air extraction and filtering can improve the quality of the surface to be cleaned. Without extraction, the dry impurities accumulate in the area of the cleaning site and can be vacuumed or swept away. The abrasive itself transitioned to the gaseous state, meaning that only the impurities need to be disposed of.
Use
CO2 snow blasting can be used for manual and automated operation. The control unit itself is suitable for both mobile application and stationary installation. When applied manually, an employee operates the CO2 snow blasting unit directly at the blasting gun, guiding it over the component surface to be treated by hand. With an automated solution, this motion is performed by a robot and the overall process is also controlled by a robot control. The system design should include a sufficient extraction system and sound-proof enclosure or personal protective equipment for the operator.
Manual operation
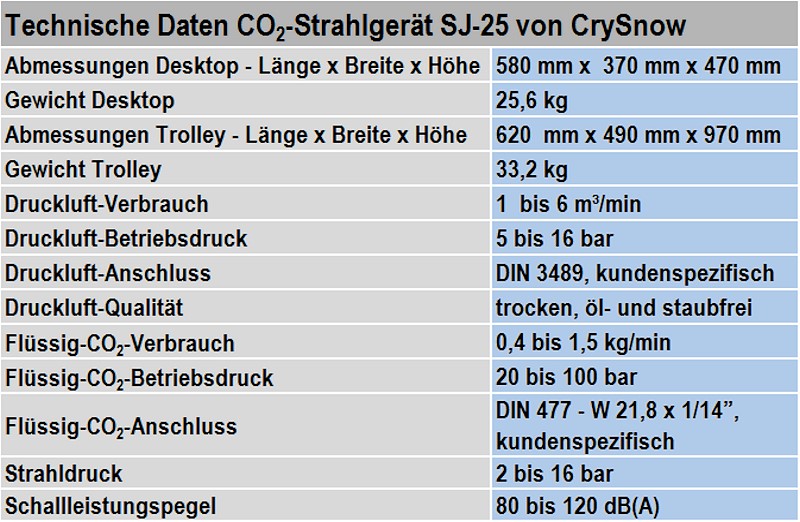
The system layout is illustrated in Fig. 1. The control unit contains all safety, display and control elements. It also includes the connections for the liquid CO2 and compressed air. The compressed air supply hose is fitted to both the control unit and the supply connection vie a safety coupling (sample design in Fig. 2, technical data in Table 1). The length of the hose is variable as individual hoses can be connected to each other and can be up to several 100m without any loss in capacity. The liquid CO2 supply hose is equally flexible in length and can be extended as required. Thanks to the high supply pressure of individual CO2 cylinders or bundles (50 to 60 bar), the unit can be implemented without any loss even if long distances or height differences between the unit and the control unit have to be overcome.
The hose package connects the control unit to the blasting gun. It comprises of a high-pressure tube for liquid CO2, a special compressed air hose, pneumatic control lines, a grounding cable, flexible sheathing and connectors for both the control unit and the blasting gun. The hose package can be produced in almost any length without any loss in capacity and can be subsequently extended.
The blasting gun is the technological heart of the CO2 snow blasting unit. This is where CO2 snow particles are produced and dosed into the compressed air flow. The CO2 volume can also be adjusted with the blasting gun. In addition, the blasting gun is equipped with an ergonomic handle and a safety lever. The blasting gun is thermally insulated, so that contact with cold surfaces and condensation water are avoided. Nozzles are available in round, flat or customized shapes. They have optimized fluidic properties and are made of a special impact-resistant, thermally insulated synthetic material. Moreover, the nozzles are resistant to wear. Flat nozzles can be used to achieve blasting widths of more than 100mm.
Automation
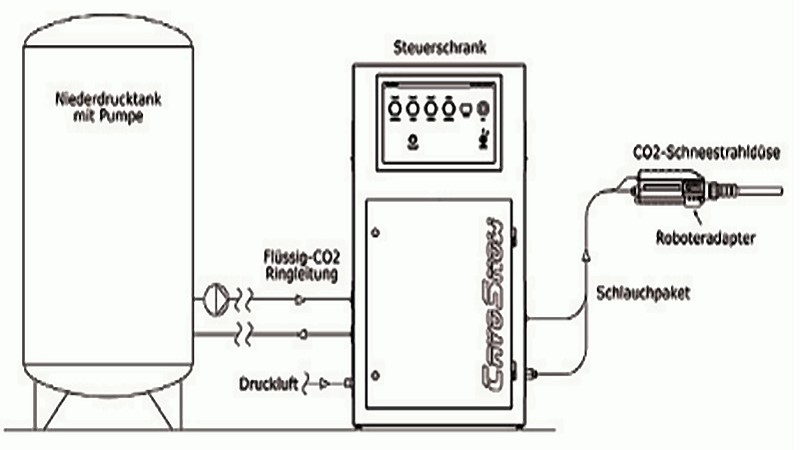
Automated CO2 snow blasting units (system layout in Fig. 3) have already been used widely and reliably in continuous operation. Using a control cabinet, it is possible to control and monitor one or even more CO2 snow blasting nozzles. The units are designed and manufactured according to customer requirements. The liquid CO2 is supplied by means of a low-pressure tank, a booster pump and an insulated CO2 ring line.
The CO2 snow blasting nozzle is fitted with a robotic adapter which can be used to either fix the machine to a unit or flexibly adapt it to a gantry or axis robot. When a low-pressure tank is used, the liquid CO2 has a temperature of approx. -20°C. Therefore, all pipes and hoses are thermally insulated. The booster pump and the insulation ensure that the CO2 is always liquid even with long supply lines. The tank content is monitored fully automatically and, if required, will be refilled from a gas supplier's fuelling vehicle. This supply concept helps keep operating costs low.
If the amount of liquid CO2 consumed is low, it may generally also be supplied via either single CO2 cylinders or bundles of CO2 cylinders with a riser tube.
Typical applications in foundry technology
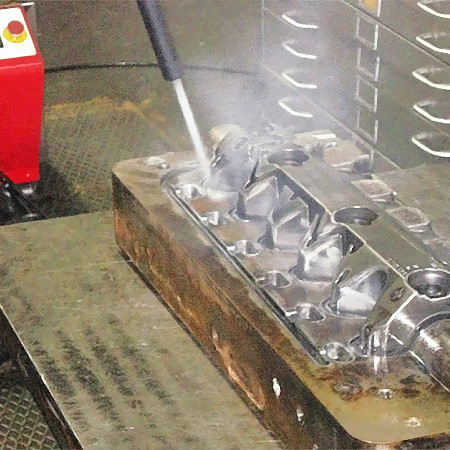
- Cleaning of die casting tools (see Die casting mold, Fig. 4), gravity dies, core boxes (Fig. 5) (separating agents, die casting release agents, face coatings, product residues)
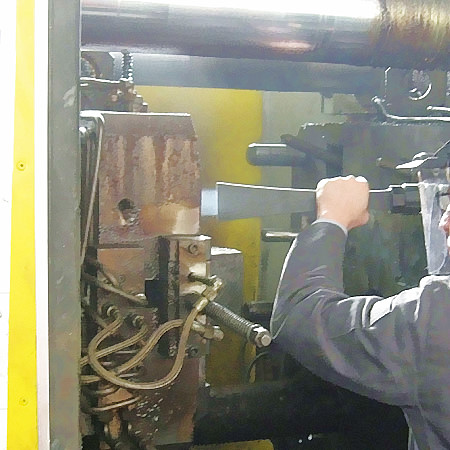
- Cleaning of die casting machines (Fig. 6)
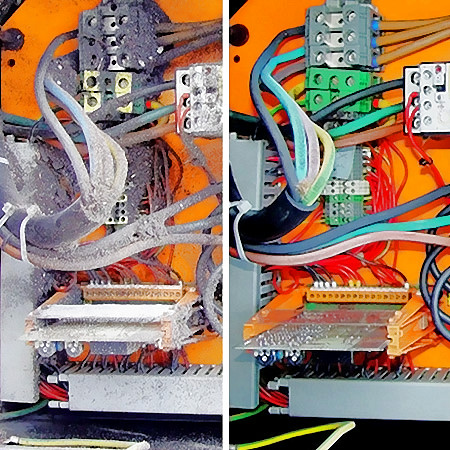
- Cleaning of switch cabinets (Fig. 7)
- Cleaning of castings prior to painting (Fig. 8)
Additional references:
Dry ice blasting
Dry ice blasting unit
Dry ice pelletizer
Literature references:
Website of CrySnow Gmbh, www.cryosnow.com
Fraunhofer IPK, Institute for Production Systems and Design Technology, Product and Project Leaflet, www.strahlverfahren.de/Images/IAK_CO2-Strahlen_tcm885-54178.pdf
Wikipedia, entry on CO2 snow blasting, de.wikipedia.org/wiki/Schneestrahlen