Ductile aluminum alloys
For die castings which require high ductility, e.g. structural components in the car industry which require a high deforming ability in the case of a crash, the aluminum die casting alloys Al Si9Cu3(Fe) (VDS 226) or AlSi12(Fe) (VDS 230) which are otherwise frequently used are ruled out due to the low achievable elongation at failure (
The roll of the element iron in die casting alloys
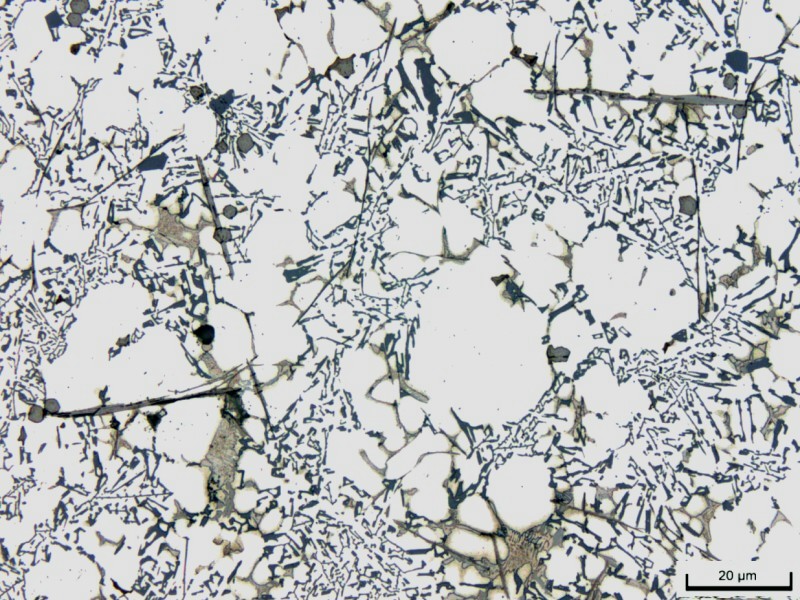
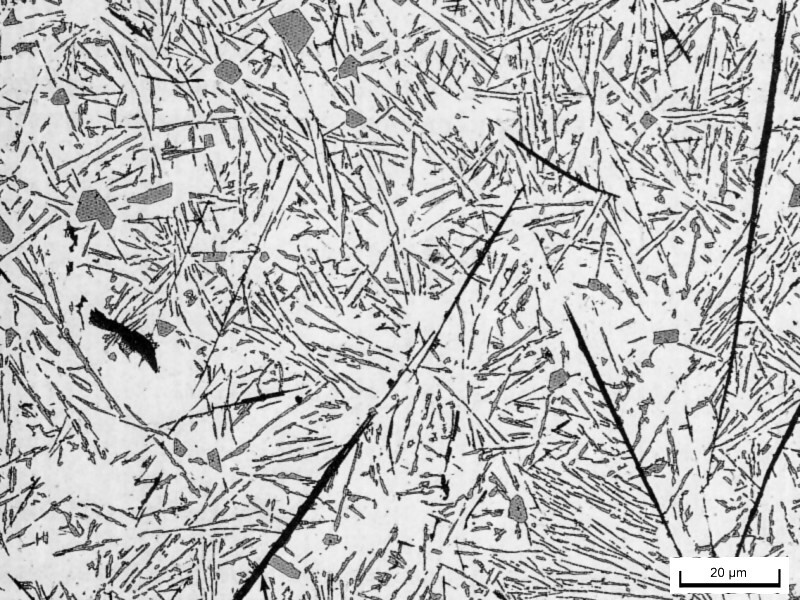
The element iron is a natural accompanying element or impurity of aluminum and is added to many primary aluminumdie casting alloy in order to prevent the casting sticking to the mold. However, in addition to the positive effect of reducing the tendency to stick, considerable disadvantages occur as, during solidification for iron contents of over around 0.5%, large ferrous and intermetallic phases precipitate in the structure.
Due to the kinetics of the solidification, these phases form in many complex forms. However, they mainly occur in rough flat, polygonal or fan-shaped structures (Figures 1 and 2). This causes a high proportion of the ductility potential of the aluminumdie casting alloy to be lost; the achievable yield strength decreases significantly with increasing iron content.
The advantages of alloys with low iron contents
High requirements regarding the ductility of the casting require die casting alloys with low iron contents to be used. The addition of manganese has proved to reduce the tendency to stick. Similarly to iron, manganese reduces the tendency to stick in the die, however, the diffusions which form during solidification are characterized by a morphology which is more advantageous for ductility (as they are less needle-shaped) (s. Iron needles).
In addition to manganese, chromium and cobalt can also be suitable alloy elements which can be added to reduce the tendency to stick. However, at the same time, contents of these alloy elements which are too high can also lead to undesired effects such as intermetallic diffusions in the holding furnace (in the form of furnace sludge) and/or in the casting. In recent years, the aim of the development of ductile die casting alloys was therefore to create the optimum composition which, on the one hand, ensures a low tendency to stick and, on the other, reliably prevents the formation of inclusions.
Overview of the ductile die casting alloys with low iron contents, chemical compositions and mechanical properties
The following Al die casting alloys with low iron content are available on the market (completeness not guaranteed):
- Naturally hard and ductile alloys of the AlMg5Si2Mn group
- High-strength and ductile alloys of the AlSi9MgMn group, hardenable
- Corrosion resistant, polishable alloys with a low iron content based on AlMg9
- Self-hardening, high-strength alloys with a low iron content of the type AlZn10Si8Mg
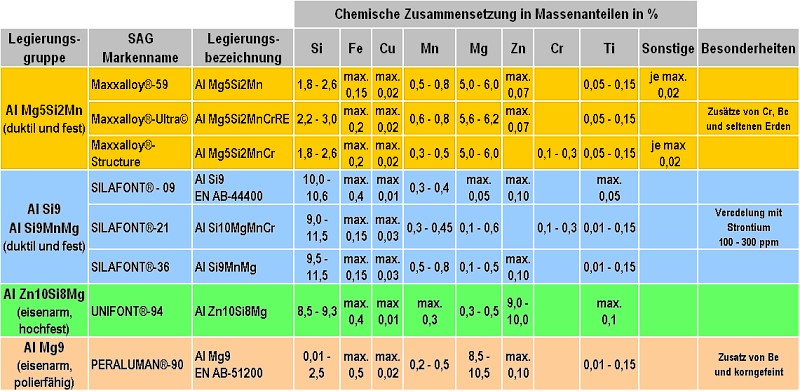
The chemical composition of certain selected alloys from an alloy manufacturer are given in Table 1 (Salzburger Aluminium Group ).
Strength vs. elongation at failure
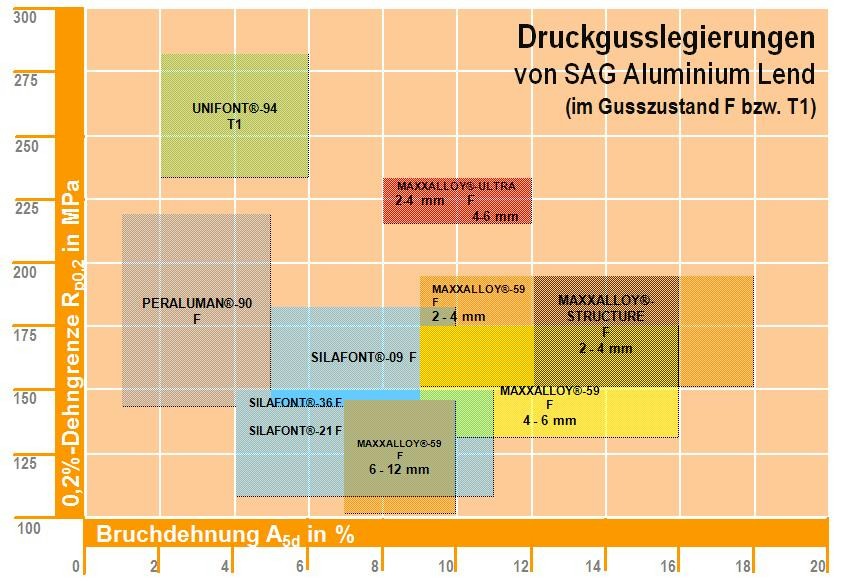
For the constructor and the casting user, the question of the ductility and strength often arises in the design and concept stage. In general - and highly simplified here - the loads in the elastic areas are clarified and calculated for statistic extreme cases. The 0.2% yield strength (Rp0.2) is relevant for these cases and the values of the achievable elongation at failure are crucial for the verification of ductility. The property profile of the alloys can therefore be determined in a stress-strain diagram. The property profiles for certain ductile die casting alloys with low iron contents are given in Figure 3 (Salzburger Aluminium Group ), whereby the areas only apply to the cast state. The property field can be expanded further with a targeted heat treatment of hardenable alloys (AlSi9MnMg or AlSi10MgMn).
In principle, it is a natural law of metals that strength and ductility compete with one another. This can also be seen in Figure 3. The high-strength, self-hardening alloy of type Al Zn10Si8Mg (brand name UNIFONT®-94) has a low elongation at failure, while the ductile alloys of type Al Mg5Si2Mn only displays low to medium 0.2% yield strength values. A good compromise here is the alloy of type Al Mg5Si2MnCr (brand name MAXXALLOY®-ULTRA© ) which is both strong and ductile, whereby, however, a dependency on wall thickness must be considered. In the area of the wall thickness of between 2 and 4mm, higher values are achieved (both Rp0.2 and A5d) than for wall thicknesses above 4mm. The alloys and their properties are described below. The static mechanical properties depending on the wall thickness and the heat treatment conditions (material condition) are summarized in Table 2 (Salzburger Aluminium Group ).
A more detailed description of the ductile alloys with low iron contents can be found under the following terms: