Fluidzed bed sand cooler
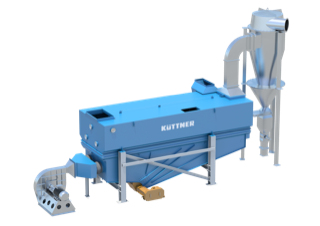
Sand coolers are used to cool clay bound foundry sand. The fluidized bed sand cooler consists of a vibrating conveyor channel with air permeable bottom, a stationary exhaust hood, a moistening device, a fan, and the controls. The figures 1 till 3 shows some examples (Küttner GmbH).
The sand is cooled under optimal heat transfer conditions in the fluidized bed by means of water evaporation. The final moisture content is adjusted to a constant value by controlled addition of water via temperature and performance dependent controls. The fluidized bed cooler is distinguished by its high cooling effect, low energy consumption, and compact design in every sand treatment plant.
For a continuous operation, even with fluctuating input quantities, the throughput is more evenly distributed and the cooling parameters can be adapted. Due to the vibration based conveying of the sand through the cooler, only a small number of mechanical parts are in contact with sand, which minimizes maintenance and wear parts costs.
Advantages
- Degree of humidity adjustable between 1.6 and 2.2%
- Accuracy Humidity level +0.2%
- Low energy consumption
- Low wear
- Particularly suitable for applications with high iron content in the sand
- Sand temperatures even above 150°C are possible
- Startup operation for cold sand
Auxiliary equipment
- Controls with frequency control for fluidized bed sand cooler and fan
- Integrated hopper with reversible, performance controlled trigger belt conveyor
- Humidity control and display with final humidity measurement at the cooler outlet
- Cyclone
- Silencer
Process description:
The sand cooler was developed to improve the sand quality in foundries with automated molding lines with fast sand circulation. Coolingsand with constant moisture can significantly reduce mold and casting defects.
The sand discharged from the knock out station is inconsistent with regard to temperature and humidity, and the sandoutput varies greatly. Before entering the sandcooling system, it is recommended to install e.g. a sandcentrifuge, because bigger inconsistencies, such as moist sand lumps, can not be cured in the cooler. A screening and deposition of metal has a very positive impact on the cooler operation.
Process description sand cooler without integrated hopper
The sand cooler feeding device (by client) consists of a buffer bunker with belt conveyor controlled by level switches. Due to the start-stop operation of the bunker extraction, the cooler is charged with constant sand amounts, despite the fluctuating sand amounts of the sand system. The cooler is dimensioned to the maximum sand amount. The cooler can be bypassed by reversing the conveying belt direction.
Process description sand cooler with integrated hopper
The filling level of a hopper, integrated into the cooler hood, is regulated by means of level probes via a speed controlled roller feeder. The temperature controlled humidification is varied as a function of the speed of the roller unit. The cooler can be operated continuously between about 40-120% of the rated output without shutting down. The design of the cooler is not based on the peak rating, but on the average rating. It is assumed that maximum sandoutput and maximum design temperature do not occur at the same time.
In the sand cooler, the sand is conveyed on a finely perforated plate through vibrations. The sand is fluidized by air introduced from below by means of a medium pressure fan. The water, which is controlled by special nozzles, is evaporated in contact with the hot sand and discharged together with the heated air. Under the influence of the vibrations and air, an intensive mixing of the sprayed water with the sand is achieved.
The transmission of disturbing vibrations to the environment is largely avoided by means of a specially designed cooling oscillating conveyor channel and a corresponding choice of frequency, amplitude, and oscillation angle of the oscillating drives.
The fixed exhaust hood is designed to slow down particle speed, the discharge of fine particles is minimized. The cooler can be serviced easily through easy accessible doors.
It is recommended to install a cyclone for partial return of fine particles into the exhaust air stream between cooler and exhaust air filter. The cyclone can be selected as a high performance cyclone with a high degree of separation, or as a low pressure cyclone with a lower degree of separation and lower pressure loss. Dry dedusting is usually used. The type of the cyclone must be discussed with the manufacturer of the dedusting device.
The sand leaves the cooler in a mainly consistent state with regard to temperature and humidity. The temperature will be between 35°C and 40°C, depending on the inlet conditions of the sand. The humidity can be adjusted around an average of 1.6% to 2.2%, + 0.3%.
The cooling air should be taken in either inside or outside of the manufacturing hall, dependent on possible winter operation.
Additional references:
Sand reclamation
Reclamation rate
Reclamation
Fluid bed cooling separator