Gas blister
This casting defect is characterized by cavities with rounded, mostly smooth walls that generally occurs throughout large areas.
Gas blisters are likely to form mainly in castings that are produced using mold materials, regardless of the actual material used. In most cases it is gasses caused by or related to the molding material that are entrapped within the casting material and that cannot rise to the top within the solidification time. The cavities formed occur both individually and in groups and are frequently accompanied by slag inclusions and/or oxide inclusions.
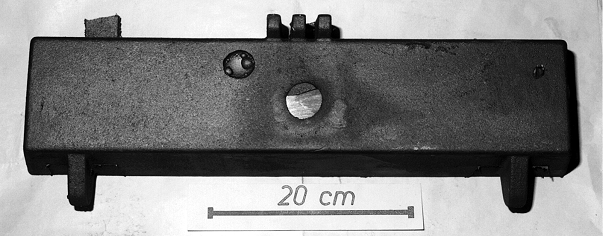
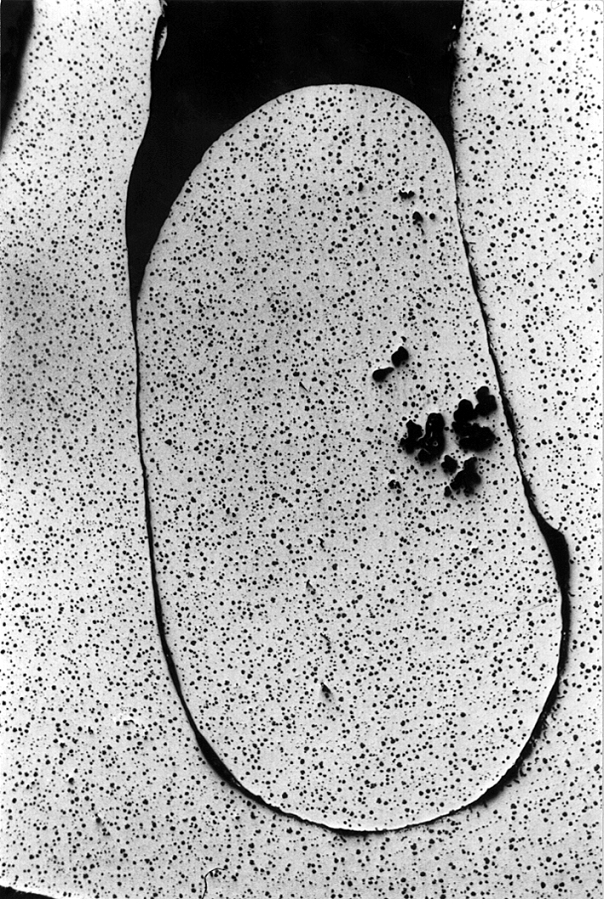
Ejection dabs (s. Sweat) are frequently found within the bubbles (Figures 1 and 2). Gas blisters increase reworking if they occur at the casting surface and are likely to be welded. Gas blisters occurring on the inside of components cause rejects. A special case of gas blisters are pin holes.
Formation of blisters in castings that are produced in sand molds and with sand cores may be influenced by various production-related variables and may even be promoted by such factors. These factors include for example, casting design (s. Design of castings, Favorable casting design), application of molds, gating and riser engineering, permeability of the sand to gas, core print areas and size of the core surface.
Additional parameters are: type of the cold-setting resin system used, degree of hardening, casting temperature and casting rate.
Blisters may also be caused by condensation water at the chaplets, chill nails or chill plates, and even due to clogged vents. Moreover, insufficiently cured refractory facing coats (s. Facing coat) on the mold walls or cores may also cause formation of blisters.
As a general rule, gas defects may be attributed to two causes:
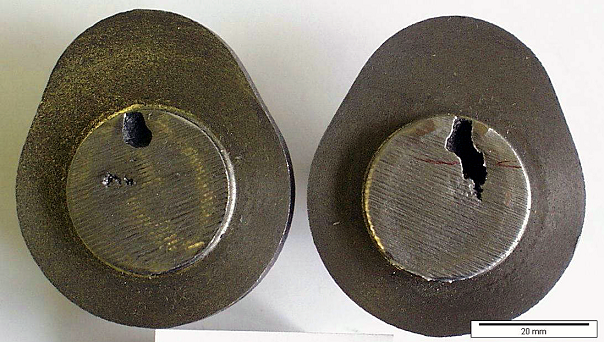
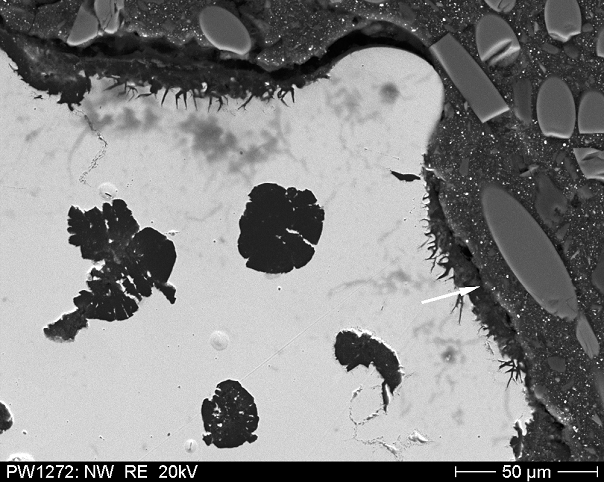
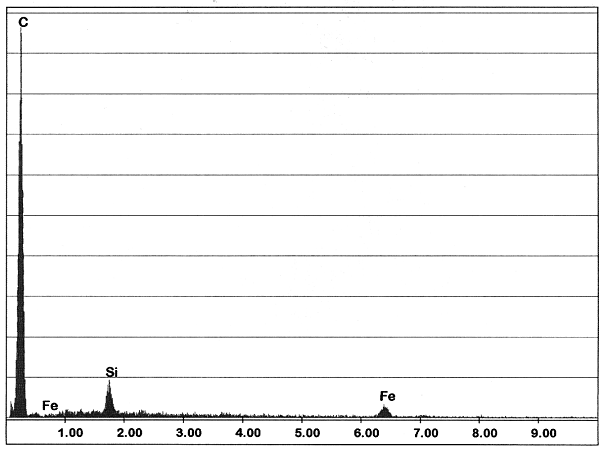
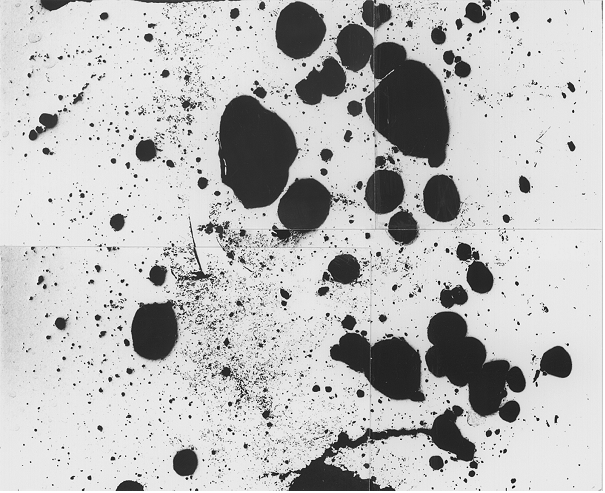
1. The inflowing hot metal reacts with the molding material of the mold part and forms casting gasses. In case of insufficient gas permeability, gas pressure may reach such high values that the gases penetrate the liquid metal in the form of blowholes or blisters. In case of adverse conditions, gases from the cores also enter the metal so that gas pressure is increased even more. Figure 3 shows cam shaft sections with gas blister defects. The lustrous carbon and graphite coat at the metallographic cut through one of these gas blisters is clearly noticeable as is shown in Figure 4 in the form of a SEM image. Figure 5 shows the appertaining EDX analysis with a clear indication for carbon. Causes for this defect might be gas surges induced by core nodules with increased resin content, or generally excessive carbon content in the molding material. Incorrect mold material conditioning or uneven compaction of the molding material may lead to these defects.
2. Gases are dissolved in the metal and diffuse during solidification due to decreasing solubility. The gas blisters entering or dissolving in the molten metal are capable of rising to the top of the metal during early phases of casting formation because the casting shell has not solidified, yet. Increasing viscosity of the melt, i.e. continued solidification, reduces the rising rate of the gas blisters. They freeze and are entrapped either below the solid marginal shell, the border area between metal and mold, or in regions with mushy metal; casing defects are the logical consequence of this phenomenon.
However, occurrence of gas blistering is also possible in ingot and die casting, e.g. if dissolved gases such as hydrogen or nitrogen are diffused during solidification as a result of reduced solubility (Fig. 6).
Gas blisters in die cast parts are attributed to air entrained and swirled in during the mold filling process and due to this special cause they are comparable to hydrogen porosity (s. Gas porosity).
Therefore, this phenomenon is preferably called enclosed air or entrapped air pores. Non-metal contaminants in the metal may increase viscosity so that enclosed air is prevented from escaping fast enough so that it is trapped within the casting. Excessive injection piston velocity during first injection stage, but also too low flow rates of the melt in the gate (see Flow rate in pressure die casting) or incorrect chronological sequence of the hydraulic phases during mold filling, insufficient overflow volume, and insufficient filling degree of the injection chamber are potential causes for occurrence of this defect in pressure die casting.