Impregnation
Removal of porosity defects (microporosity, shrinkage porosity) in castings by means of sealing. Compared to forced-flow treatment, the treatment under vacuum or pressure has proven to be particularly effective.
Among the sealants used for impregnation, such as water glass, ammonium chloride, epoxy resins, phenolic resins and plastic polyester-based resins, some of the latter group have shown particular suitability both from a purely technical point of view and in economical respects.
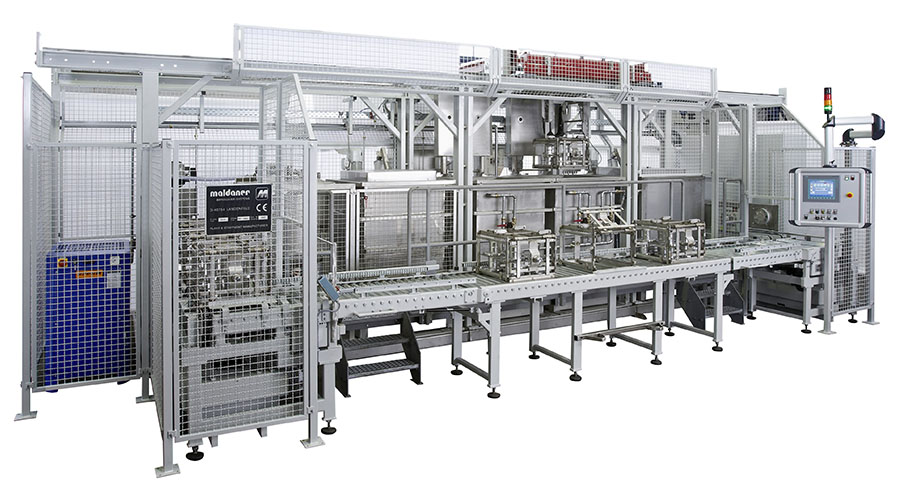
Anaerobic liquid plastics are also used: they remain liquid as long as they are exposed to oxygen; hardening only starts once oxygen is no longer available. Impregnation is preferably performed by means of vacuum systems. The negative pressure causes the impregnating liquid to be sucked into the pores of the parts to be treated. Figs. 1 and 2 (Maldaner GmbH) show examples of impregnation systems.
An impregnation of porous castings is generally only permissible if casting methods are used in which porosity defects cannot be avoided based on the current state of the art. This usually only concerns pressure-die-cast products; however, in this area, there are also methods available to produce castings of low or zero porosity (Vacural process, vacuum-assisted pressure casting, application of the multi-stage vacuum process).
Here you can see the animation of the impregnation process (Maldaner GmbH).