interdendritic graphite
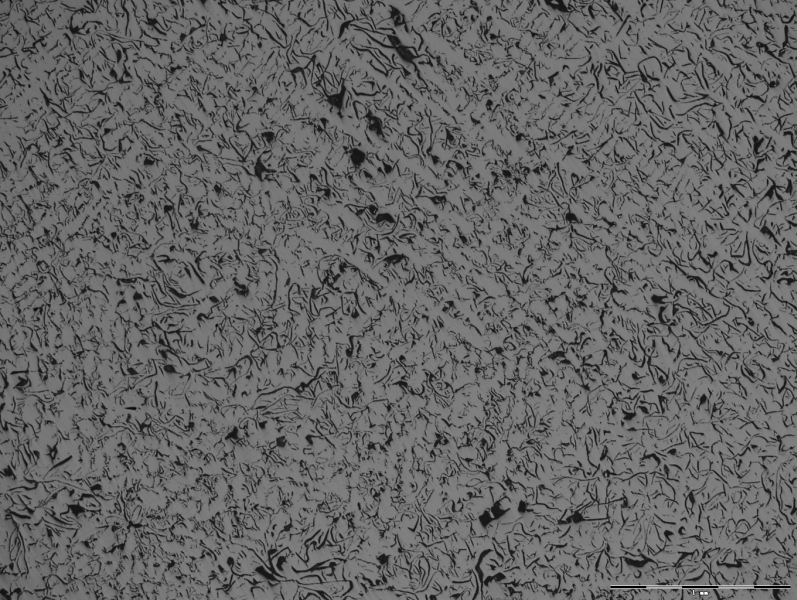
Supercooled graphite (Fig. 1) in cast iron, also referred to as D graphite (see Graphite form, Graphite classification chart).
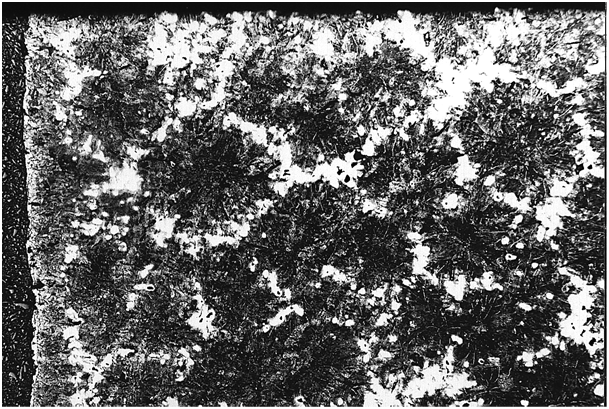
In cast iron with eutectic composition (see Eutectic cast iron), the graphite eutectic is diffued during gray solidification (austenite graphite). The eutectic grain increases spheroidally (Fig. 2) and the diffused graphite in the eutectic grain branches off in the shape of a dendritic structure.
Shape and size of the eutectic grain and the graphite skeleton depend on the growth of the grain. This growth is mainly influenced by the composition of the cast iron, the number of nuclei in the melt, overheating and the cooling rate. The graphite form changes accordingly In the micrograph (see Specimen, Structure) the graphite skeleton appears in the form of graphite flakes after cutting. Consequently, it becomes clear that these elements are by no means independent and unconnected bodies but branching of the skeleton. Since every graphite skeleton develops from a crystal nucleus or crystallizer, many eutectic grains and graphite skeletons are generated when a large amount of nuclei is available.
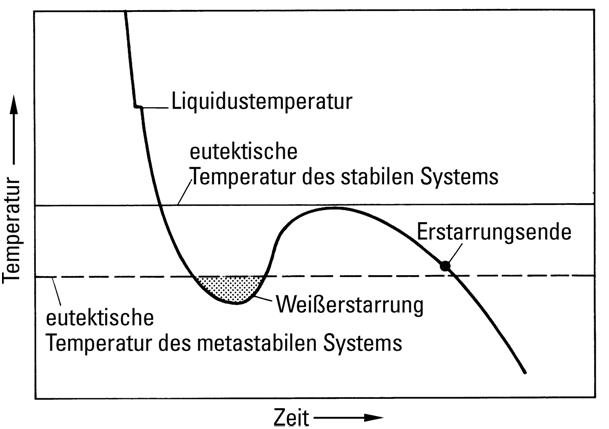
Under technical conditions, the eutectic gray solidification starts not immediately when reaching the equilibrium temperature, however, with more or less delay (= supercooling). Rapid solidification and/or a low number of effective nuclei for graphite crystallization may increase supercooling of the eutecticsolidification in such a way that it does not start before the temperature falls below the equilibrium temperature of white solidification leading to the feared edge hardness and poor processing properties of the entire casting (Fig. 3).
In melts that have not undergone supercooling, coarse primary graphite (C graphite – hypereutectic graphite) is predominantly diffused in hypereutectic cast iron. Rosette graphite (B graphite) predominantly originates from melts with slight or medium supercooling while high supercooling leads to interdendritic graphite (D graphite and E graphite).
Increasing superheating of the iron prior to casting and/or insufficient or missing inoculation, i.e. a very low nucleation of the iron, leads to a decrease in eutectic grain and increase in grain size. Depending on the cooling rate (wall thickness, see Wall thickness impact, Molding process), this results in dentritic solidification with very fine intermediate graphite eutectid.