Low-pressure density test
Device and process to test a melt sample for its gas content (Fig. 1). A small melt quantity solidifies at a defined negative pressure (80 mbar) in such a way that the gases dissolved in the melt diffuse to form a more or less porous specimen. In aluminum alloys, the hydrogen content of the melt can be estimated according to a good approximation.
The negative pressure density sample and the assessment of the density or the density index enable precise determination of the quality of the melt to ensure simply and fast quality monitoring. Decisive for the acceptance and the spread of this process has been the fact that the negative pressure density sample does not only record the hydrogen content but is also influenced by the oxides. Compact, flaked or simple oxide films lead to increased diffusion of hydrogen and contaminated melts increasingly tend to form gas pores in the negative pressure density sample.
The measuring principle of negative pressure density testing is very simple. When checking the gas content and contamination, approx. 80 g of aluminum melt solidify in a coated steelcrucible in a vacuum chamber at a defined negative pressure of 80 mbar. The solidification time is between 4 and 6 minutes depending on the alloy. The solidified sample is afterwards immediately cooled in water and weighed, and its density (D80mbar) is determined by means of a hydrometer. Simultaneously, a second sample of the same quantity and the same aluminum melt is demolded at atmospheric pressure and its density is also determined immediately (Datm). The density difference between the two casting samples (atmospheric pressure to a negative pressure of 80 mbar) should not exceed a defined density index value (in %). The density index is calculated according to
Eq. 1 DI =((Datm-D80mbar)/Datm)x 100 %
The smaller the density index the cleaner the aluminum melt and the less hydrogen it contains. However, if the hydrogen concentration is increased or if the melt is highly contaminated by oxides, the density index increases. Depending on the porosity requirements of the casting, the density index should be monitored and limited to a maximum value that must not be exceeded to release casting. Favorable density index values do not exceed 2 %.
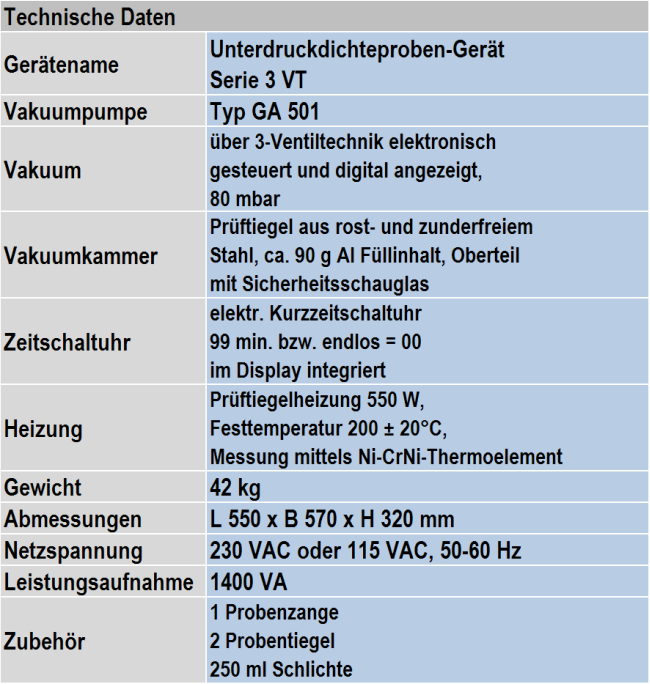
Modern devices enable recording the test cycle via an operational IT network with respective programs to create statistics and to identify trends. Traceability can thus be ensured for the final customer. Negative pressure density devices are often solid and designed to meet the requirements of casting applications. Apart from necessary subsequent face coating of the test crucibles, the devices require practically no maintenance and only minimum costs occur due to sampling. For the technical data of negative pressure density devices, refer to Table 1.
More videos on Foundry-Skills