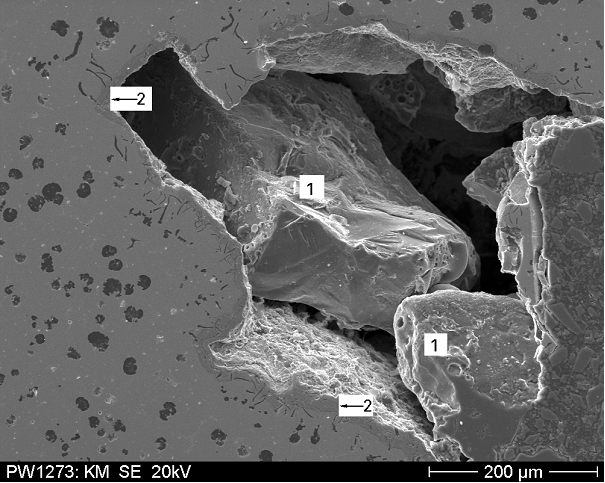
Sand inclusion
Mold material particles in the surface of the casting or permanently included in the structure. In case of insufficient mold material compaction or insufficient hardening of sand molds and/or sand cores, sand particles can be abraded during closing and remain in the casting. Sand can also be torn off when stripping the pattern and during the casting process itself and thus cause such defects. The defect manifests itself often as thickening zones on surfaces and edges of a casting, mostly near the gate, and accordingly as sand crusts in remote casting sections.
Sand inclusions are one of the most common casting defects. This casting defect is formed during abrasion of the mold surface by the metal flowing past and the associated thermomechanical stresses. The considerable compressive and shear stresses acting on the mold and core sections can lead to breakage of individual sand grains (erosions) or tearing off of larger mold sections (erosion scabs). This causes interruptions in smooth mold and core surfaces, thickening zones on individual casting sections and sand crusts (sand inclusions) in remote casting areas.
Sand inclusions are often accompanied by CO bubbles and oxide inclusions. Sand inclusions in combination with metal oxides and slags can also get stuck under the casting surface and not become visible until treatment. If a loose section of sand is washed away from one part of the mould, metallic protuberances will occur here. Incorrectly formed gates, which are too compact, too long casting passages and times as well as too large casting heights can also be possible causes for defects of this group.
Too low binder contents in connection with insufficient hardening and a partly too high reclaimed material portion are the most common causes of defects in resin-bound mold and core parts.