Surface quality
Quality condition of the surface of a cast product.
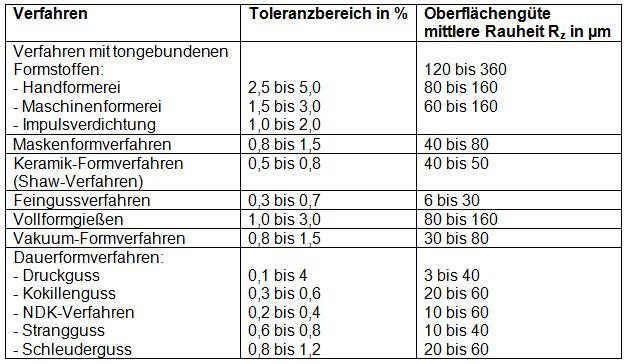
It predominantly depends on the molding material used, the casting material, and the size of the cat part but also on other technical process parameters. Table 1 provides a list of guiding values for casting quality in different molding processes. There is not method for numerical determination of surface quality, it can only be subjectively defined upon visual inspection. The European standard applicable for this purpose is DIN EN 1370 “Examination of surface condition (roughness and surface discontinuities) by means of visualtactile comparators” (Fig. 1), which allow for visual or tactile comparison.
For visual comparison, light incidence must be at an angle to the surface of the workpiece and the surface of the comparator; with the angle of light incidence and the viewing angle must be varied to achieve optimum visibility of roughness, particularly with smooth surfaces.
With tactile comparison, the most sound results are obtained when using the surface comparator complying with the permissible roughness and the samples with the next finer and the next coarser surfaces, respectively.
DIN EN 1370 is applicable for all metal casting materials and all molding and casting methods, except die casting.
The standard presents two ranges of surface comparators, which are positive casts of real castings and represent surfaces in raw casting condition, on one hand, and surfaces in treated condition, on the other.