Mold pre-heating
In mold pre-heating, a temperature controller is applied to quickly heat up the die casting mold to the required temperature. Mold pre-heating can be carried out with the die casting mold clamped at the machine.
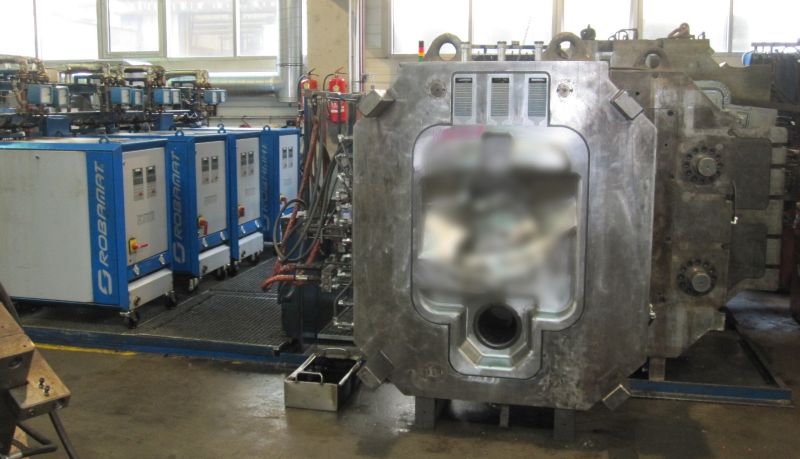
Nowadays, however, it is common to pre-heat the molds in separate mold pre-heating stations and to set them afterwards (see figures 1 and 2). Almost the entire pre-heating process is carried out externally and not on the machine. The main operating time is thus increased and production can mostly start directly after setting. At the machine, it will then only take a short period until the operating temperature is reached and production can be started.For mold pre-heating, the full heating capacity of the temperature controller is required. During production and casting, a small proportion of the installed heating capacity is sufficient to heat the die casting mold.
The heating capacity of the temperature controller required for mold pre-heating can be calculated as follows according to Eq. 1 under consideration of the mass of the die casting mold, the required pre-heating temperature and the heating period:
Eq. 1: 
| PH | Heating capacity in W | |
| CpF | Specific thermal capacity of die casting mold material (hot-forming steel) in J/(kg·K) | |
| mF | Mass of the die casting mold in kg | |
| TF | Desired mold pre-heating temperature in °C | |
| TU | Ambient (air) temperature in °C | |
| tH | Heating time in h | |
| η | Efficiency |
The heat losses during mold pre-heating due to thermal conduction, thermal radiation and convection are taken into account by an efficiency between 0.6 and 0.8.
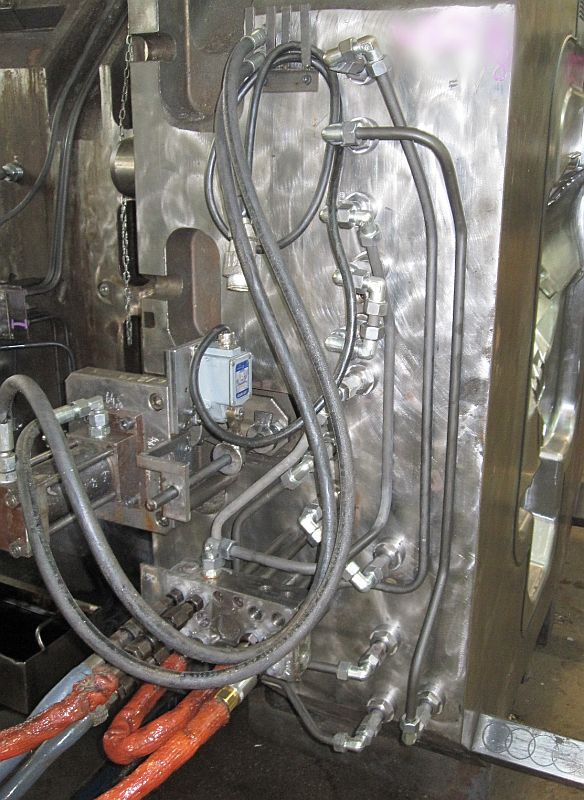
However, the time interval for mold pre-heating is not only defined by the installed heating capacity: further factors influencing the heating time include the constructive design of the heating system (Figures 3 and 4) and particularly the pump capacity.The heat transferred into the cold die casting mold during mold pre-heating can be calculated at known pump flow at the temperature controller and known inlet and outlet temperature of the heat transfer medium according to Eq. 2:
Eq. 2: 
| ρWT | Density of the heat transfer medium in kg/m3 | |
| cpWT | Specific thermal capacity of the heat transfer medium in J/(kg·K) | |
| mp | Pump flow in l/min | |
| TWTVL | Inlet temperature of the heat transfer medium (corresponds to ~ flow temperature) | |
| TWTRL | Outlet temperature of the heat transfer medium (corresponds to the return flow temperature) |
The temperature difference between flow and return flow temperature of the heat transfer medium should be low in order to ensure uniform and homogenous heating of the die casting mold through the temperature control channels. A slight temperature difference can be achieved by means of a high pump capacity and a high flow (and high flow rate). For heating of the die casting mold to the desired pre-heating temperature according to Eq. 1, the required thermal energy in Joule is determined according to Eq. 3:
Eq. 3:
If the equations 2 and 3 are equated, the heating time or time period for reaching the desired mold pre-heating temperature is determined according to Eq. 4.
Eq. 4:
Calculation example:
In the following, the heating time and heating capacity of a die casting mold are determined according to the following assumptions
- Desired mold pre-heating temperature TF = 150 °C
- Mass of the die casting mold mF = 5,200 kg
- Temperature difference between inlet and outlet temperature of the heat transfer medium
WTVL - TWTRL = 12 K - Ambient (air) temperature TU = 20 °C
- Volume flow of the temperature controller pump mp = 60 l/min
- Density of the heat transfer medium in ρWT = 940 kg/m3
- Specific thermal capacity of the heat transfer medium cpWT = 2100 J/(kg·K)
- Average specific thermal capacity of hot-forming steel cpF = 480 J/(kg·K)
- Assumed efficiency η = 0.7
Heating time to 150 °C:
Required heating capacity:
As rule of thumb, the following is specified:
To heat 1 t of a die casting mold in 1 hour by 100 K, oil temperature controllers require a heating capacity of approx. 20 kW. Pressurized water unit required approximately 70 % of the heating capacity or the heating time is reduced by approx. 30 % at equal heating capacity.
Additional references:
Mold temperature
Thermal balance
Oil temperature controller
Pressurized water unit
Temperature controller with bath heating
Literature references:
Nogowizin B., Theory and practice of die casting, 2011 Fachverlag Schiele & Schön GmbH, page 736 ff.